Merkle
Neue Einblicke in den Metallpulverspritzguss (MIM-Verfahren)
Gemeinsam mit Carbolite Gero – Hersteller für Öfen zum Entbinden und Sintern von Metallspritzgussteilen – verbesserte Merkle & Partner anhand von modernen Simulationstechnologien die Erträge aus optimierten Ofenkonstruktionen um rund 30 Prozent. Basis hierfür war das Hinterfragen bisheriger „Naturgesetze“ in der Branche, die sich als Mythen, aber nicht physikalisch beweisbar, herausstellten.
Für das Metallspritzgussverfahren wird vorerst Metallpulver mit Hilfe von sogenannten Bindern (Polymeren) zu einem spritzbaren „Feedstock“ vermischt. Nach dem formgebenden Spritzgussverfahren werden die Teile in einem Entbinderungs-Ofen bei ca. 110°C katalytisch „entbindert“. In diesem ersten Verfahrensschritt wird der Hauptbinder durch den Einsatz von gasförmiger Salpetersäure chemisch zersetzt und aus dem Bauteil ausgetragen. Es verbleibt das sogenannte „Braunteil“.
Dies muss in einen Restentbinder- und Sinterofen umgesetzt werden. In diesem Ofen muss vorerst der Restbinder thermisch entfernt werden. Dies geschieht üblicherweise im Partialdruck und bei Temperaturen zwischen 400 und 600°C. Das abschließende Sintern zum fertigen Bauteil erfolgt bei ca. 80% der Schmelztemperatur, also materialabhängig zwischen 1200°C und 1400°C. Durch Diffusionseffekte entsteht das fertige Bauteil mit >99,8% seiner theoretischen Dichte.
Bisherige Erkenntnisse gingen davon aus, dass für ein optimales thermisches Entbindern eine laminare Gasströmung im Ofen gegeben sein muss und die Teilchen der Schwerkraft folgend nach unten diffundiert werden. Genau diese Faktoren sollen nach den Untersuchungen von Merkle & Partner jedoch nicht den bis dato angenommenen Ausschlag am Prozess des Entbinderns geben.
Mittels einer CFD-Simulation zur Berechnung von Strömungswerten beim Entbindern wurde nachweislich festgestellt, dass turbulente Strömungen um das Spritzgussteil den Diffusionsprozess verstärken. Hohe Konzentrationsunterschiede unterstützen den Diffusionsprozess. Bei laminarer Strömung ist die Konzentration des diffundierten Gases um das Bauteil herum sehr hoch. Entsprechend bietet eine turbulente Strömung hier eindeutig Vorteile.
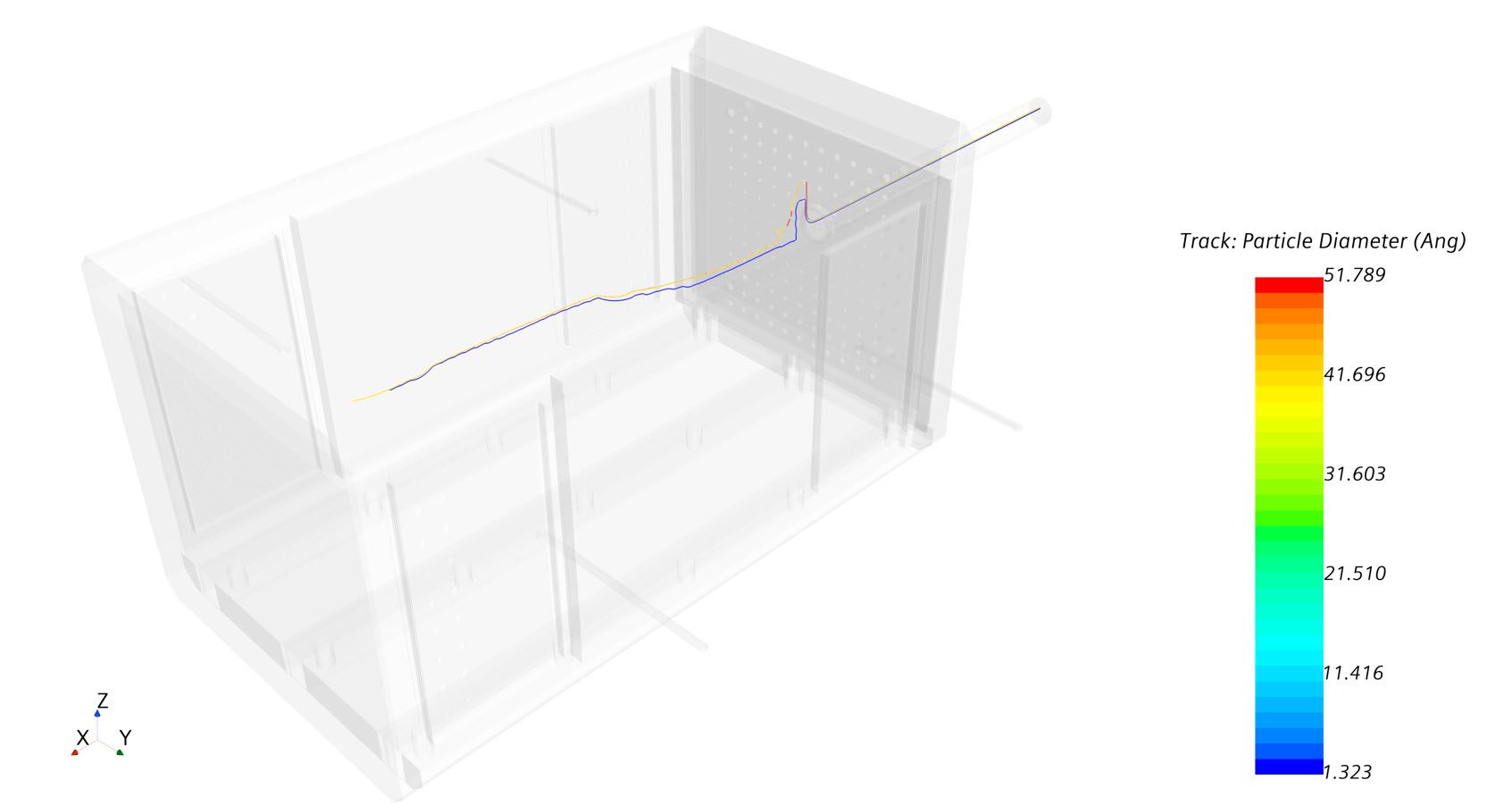
Untersuchungen zu den Strömungsverhältnissen bei unterschiedlichen Drücken in den Öfen wiederum haben gezeigt, dass weder bei verschiedenen Partikelgrößen, noch bei unterschiedlichen Drücken – von 1 mbar, 100 mbar bis zu 800 mbar – der Einfluss der Gravitation ausschlaggebend ist. Entsprechend muss der Auslass für das diffundierte Gas im Offen nicht unten am Ofen liegen.
Abgesehen von der Theorie in zahlreichen Simulationsverfahren nutzte die Firma Carbolite Gero diese Erkenntnisse zur Optimierung der Konstruktion ihrer Öfen. Das Ergebnis war ein rund 30 % verbesserter Ertrag bei den Gutteilen der neuen Öfen.
„Simulationstechnologien helfen uns, Dinge zu sehen, die eigentlich nicht sichtbar sind – selbst nicht in vielen physikalischen Versuchen. Wir entdecken immer wieder Mythen, die sich fast schon als „Naturgesetze“ hartnäckig halten. Das heißt nicht, dass wir von Vornherein gegen alles Bestehende protestieren. Aber wir haben gelernt, zu hinterfragen. Mit oftmals großartigen Erkenntnissen und Ergebnissen für unsere Kunden“, so Dipl.-Ing. (TU) Stefan Merkle, Geschäftsführer der Merkle & Partner GbR.
