Hohe Wirtschaftlichkeit des Composite Extrusion Modeling-Verfahrens
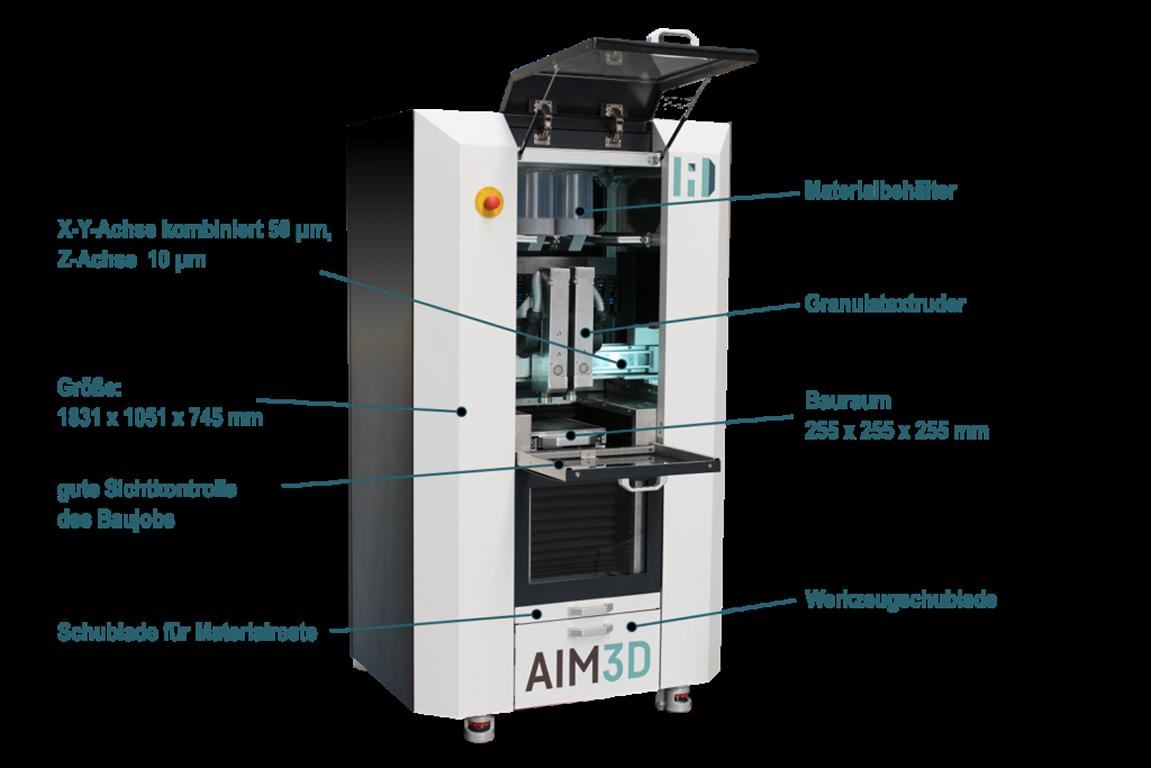
Maschinen und Anlagen für 3D-Bauteile aus Metall, Kunststoff und Keramik
Das Composite Extrusion Modeling-3D-Verfahren eröffnet in Bezug auf Wirtschaftlichkeit hohe Potentiale gegenüber alternativen 3D-Druck-Verfahren. Das Start-up AIM3D startete in Zusammenarbeit mit der Universität Rostock eine Versuchsreihe mit dem Werkstoff PA6GF30 (BASF Ultramid B3WG6). Dabei wurden auf den AIM3D-Anlagen ExAM 255 und ExAM 510 Prüfkörper gedruckt und mit alternativen Verfahren, wie Spritzgießen oder 3D-Druck, hinsichtlich der Zugfestigkeit verglichen. Die Auswertungen der Materialversuche überraschten: Die gedruckten PA6GF30 sind anderen 3D-Druckverfahren deutlich überlegen und erreichen fast die Zugfestigkeiten des klassischen Spritzgießens.
PA6GF30 ist heute aus industriellen Serienanwendungen nicht wegzudenken. Es vereinigt nahezu ideal hohe mechanische Eigenschaften mit Temperatur- und Medienbeständigkeiten. PA6GF30 ist daher ein absolut etablierter Werkstoff für Anwendungen in Automotive, Sondermaschinenbau oder in der Betriebsmitteltechnik. PA6GF30-Bauteile eignen sich hervorragend für Metall- oder Aluminium-Ersatzanwendungen, immer dort, wo es die Einsatztemperatur (PA6GF30: Dauergebrauch 130°C, kurzzeitig 150°C) erlaubt.
In Bezug auf die mechanischen Eigenschaften, wie Zugfestigkeit, ergaben sich sehr hohe Werte beim 3D-Druck auf den AIM3D-Anlagen ExAM 255 und ExAM 510 (Diagramm 1). Gegenüber Pulverbettverfahren oder auch 3D-Druck-Verfahren, die auf Materialien mit Filamenten zurückgreifen, erreichen die Anlagen des CEM-Verfahrens Zugfestigkeiten, die an das klassische thermoplastische, formgebundene Spritzgießen heranreichen.
Materialversuche und -analysen im Detail
Zunächst wurden Zugstäbe aus PA6GF30 auf einer ExAM 255 und der größeren ExAM 510 (diese wird zur Formnext 2022 in den Markt eingeführt) gedruckt (Diagramm 1). Dabei wurde zusätzlich die Orientierung der abgelegten 3D-Druckbahnen variiert. 0° bedeutet Bahnen entlang der Zugrichtung (also auch Orientierung der Fasern in Zugrichtung) und +/- 45° bedeutet ein Maschenmuster mit wechselnder Richtung +/- 45° zur Zugrichtung. Dies verglichen die Rostocker einerseits mit Datenblattwerten des Spritzgießens für das Originalmaterial und andererseits aus dem Filament-Bereich für vergleichbare PA6GF30-Filamente.
Zusätzlich wurde der Vergleich zu einem aus dem 3D-Pulverbettdruck stammenden PA12 Material einbezogen, weil dieses Material häufig als Referenz im 3D-Druck gilt. Die CEM-Technologie reicht sehr nah an das Spritzgießen, aber einen signifikanten Vorsprung gegenüber den Filamenten aufweist. Dieses Phänomen rührt unter anderem daher, dass das verwendete Original-Granulat aus der Spritzgießtechnik von BASF tatsächlich bis zu 3 mm lange Glasfasern enthält, die den Zugkräften länger standhalten. Die Faserlänge in den Filamenten ist demgegenüber technologiebedingt deutlich geringer.
Generell unterscheidet man zwischen faserverstärkt (GF) und fasergefüllt (wenn es nur kurze Fasern sind). Bezieht man nun auch noch die weiteren Charakteristika aus dem Datenblatt des im Versuch verwendeten Ultramid B3WG6 von BASF ein, erkennt man, dass durch die Kombination aus einer hohen Festigkeit im 3D-Druck und der hohen Dauergebrauchstemperatur von 130°C bis 150°C, es mit einem universell einsetzbaren Material zu tun hat.
Gepaart mit einer hervorragenden Verdruckbarkeit auf den CEM-Anlagen können zukünftig vielseitige Anwendungen, wie beispielsweise Greifer oder Handhabungswerkzeuge, gedruckt werden. Diese Bauteile werden heute üblicherweise materialintensiv aus Aluminium gefräst. Demgegenüber eröffnet der 3D-Druck hohe Potentiale bei den Materialkosten, der Ressourcenschonung, dem Bauteilgewicht, Geschwindigkeit der Bauteilproduktion und letztendlich auch der Energieeffizienz.
Nicht zu vergessen ist ein genereller Ansatz beim Drucken dieser Bauteile: Durch bionische Konstruktionsansätze können 3D-Bauteile hinsichtlich ihrer mechanischen Eigenschaften leistungsgesteigert werden. Zusammengefasst ergeben sich zahlreiche positive Aspekte auf der Kostenseite (Stückkosten) und den höheren Leistungsparametern eines 3D-Bauteils. Die Ergebnisse der Untersuchungen an der Universität Rostock werden Teil einer wissenschaftlichen Veröffentlichung sein.
Kostenvorteile durch Funktionsintegration im 3D-Druck
Gegenüber konventionell hergestellten Bauteilen liegt der besondere Charme des 3D-Drucks in der sogenannten Funktionsintegration durch 3D-Druck-konforme Konstruktionsansätze. Die Funktionsintegration bedeutet, dass Baugruppen in einem Druckprozess hergestellt werden können. Derartige Strategien zählen zu den strategischen Vorteilen im 3D-Druck. AIM3D stellte als Demonstration ein Extruder-Gehäuse mit Motoraufnahme in PA6GF30 her. In das Gehäuse wurden Motoraufnahme, zwei in den Wänden geführte Luftkanäle, Lüftungsauslass und Aufnahme für Sensoren in einem Bauteil integriert.
Bei einer konventionellen Fertigungsstrategie mit Alu-Frästeilen, hätte man 3 bis 4 Teile aus einem Block fräsen müssen, dies mit Rohstoffverlust. Zudem gäbe es einen Zeitaufwand in der Konstruktion, da die Umgehung der Nutzung von Spezialwerkzeugen wie Langlochbohrern etc. und die Umsetzung einer geeigneten formschlüssigen Bauteilverbindung notwendig gewesen wäre. Auch entfällt, gerade bei kleinen Stückzahlen, der CAM-Aufwand zur Erstellung der Fräsprogramme. Und wie immer gilt der Entfall von Montagearbeiten, die manuell ausgeführt, in der Teilekalkulation eine Rolle spielen.
CEM-Verfahren: Überzeugend in puncto Wirtschaftlichkeit
Üblicherweise lässt sich PA6GF30 nur schwer für den 3D-Druck erschließen. Es ist eher schwer verfügbar und, da wo es verfügbar ist, zum 20- bis 30-fachen Preis (Referenz: Filament 500 g kosten ca. 86 EUR Owens Corning XSTRAND PA6GF30 | 3dmensionals). Bei einer Verarbeitung mit Filamenten müssen zudem Additive hinzugefügt, was sich preislich und bei Zertifizierungen ungünstig darstellen kann. Original-Granulate, wie sie in der klassischen Spritzgießtechnik zum Einsatz kommen, bilden mit 5 bis 6 EUR/kg den Referenzwert.
Das CEM-Verfahren ermöglicht in einzigartiger Weise die Verwendung handelsüblicher Granulate ohne Filamente, basiert auf den gleichen Materialeinstandskosten wie das Spritzgießen, zudem ohne Werkzeugkosten. Allerdings ist es als 3D-Verfahren eher angesiedelt im Klein- und Mittelserien-Segment. Hinzukommen die Freiheiten des 3D-Drucks in Bezug auf die Geometriefreiheit (wie Hinterschnitte), bionische Konstruktionen oder selektive Dichten (unterschiedliche Festigkeiten, Materialschonung, selektive Elastizitäten etc.).
Dr.-Ing. Vincent Morrison, CEO von AIM3D: „Eine dem Spitzgießen vergleichbare Preisstellung des Ausgangsmaterials ohne Filamente ist ein gewaltiger Vorteil für unsere CEM-3D-Druck-Anlagentechnik. Unsere ExAM 255 beherrscht bei PA6GF30 sowohl komplexe filigrane Teile mit feiner Druckauflösung, als auch große Strukturbauteile mit höherer Schichtstärke für höchste Wirtschaftlichkeit im 3D-Druck auf dem Stand der Technik.“
PA6GF30 im 3D-Druck als Substitution von Aluminium (Al)
Natürlich kann ein 3D-Druckverfahren auf dem aktuellen Stand der Technologie bei mittelgroßen oder großen Serien nicht an die Wirtschaftlichkeit des Spritzgießens heranreichen. Es kann eher bei geringeren Losgrößen und bei bionischen Konstruktionen punkten. Bei kleineren bis mittleren Serien und im Rapid Prototyping hingegen schon, weil dort die Werkzeugkosten überproportional in die Teilepreis-Kalkulation einfließen.
Vor allem die Substitutionen von Lösungen in gefrästem Aluminium erscheinen hochinteressant für das CEM-Verfahren, wie Dr.-Ing. Vincent Morrison erläutert: „Der Werkstoff Aluminium ist vergleichsweise teuer, weil die Produktion energieaufwendig ist. Oft wird auch aus dem vollen Block gefräst. Das belastet die Preisstellung enorm. Hinzukommen derzeit Rohstoffknappheiten. Der Werkstoff PA6GF30, alternativ gedruckt mit unserer CEM-Technologie, eröffnet völlig neue Dimensionen in der Wirtschaftlichkeit. Dies gilt umso mehr, wenn bionische Konstruktionen zur Leistungssteigerung der Bauteile ins Spiel kommen.“

