Automatisierte Messungen entlasten Mitarbeiter
Die Qualität auch in den mannlosen Schichten im Auge behalten

Das Mutterhaus stellt individuell konzipierte Verpackungs¬maschinen für unterschiedlichste Produkte her.
Wenn sich – wie in der Zerspanung – die Bearbeitungszeit pro Teil kaum senken lässt, ist ein höherer Teileausstoß nur auf zwei Wegen zu erreichen: Entweder man lässt seine Mitarbeiter in drei Schichten rund um die Uhr arbeiten oder man automatisiert. Die Schubert Fertigungstechnik in Bartholomä hat sich für den zweiten, mitarbeiterfreundlicheren Weg entschieden. Eine wichtige Rolle spielt dabei die Software FormControl X von Blum-Novotest.
Schubert Fertigungstechnik entstand als Fertigungsstätte des Waiblinger Verpackungsherstellers Höfliger & Karg in Bartholomä auf der Ostalb. Zu Beginn der 1970-iger Jahre wurde das Unternehmen an Bosch verkauft. Im Zuge der Zentralisierung der Bosch-Standorte stiegen die Firmen Schubert und Edelmann mit ein, Anfang der 2000er Jahre übernahm Schubert die Anteile. Der Verpackungsmaschinenhersteller Gerhard Schubert GmbH aus Crailsheim sorgt nach wie vor für etwa 70 Prozent der Aufträge der heutigen Schubert Fertigungstechnik. In Bartholomä sind 85 hochqualifizierte Mitarbeiter beschäftigt, die meisten stammen aus der nächsten Umgebung. Der Maschinenpark des Unternehmens umfasst vor allem CNC-gesteuerte Fräs- und Drehzentren sowie kombinierte Dreh-/Fräsmaschinen. Dazu kommen einige Schleifmaschinen sowie 3D-Drucker für Kunststoff und Metall und eine Baugruppenmontage.
Die Schubert Fertigungstechnik GmbH hat für verschiedene Bauteilgrößen bestimmte Maschinentypen definiert. Es stehen also in den Hallen immer mehrere identische Bearbeitungszentren nebeneinander, um Teile der Größenklassen S, M, L und XL herzustellen. „Das hat den großen Vorteil, dass wir Aufträge flexibel über die Maschinen verteilen können“, erklärt der für den technischen Bereich zuständige Geschäftsführer Jens Grieser. „Ist eine Maschine defekt, kann der Auftrag auf der Nachbarmaschine fertiggestellt werden. Natürlich vereinfacht das auch die Wartung und Ersatzteilhaltung sowie die Ausbildung der Mitarbeiter.“ Im Größenbereich ‚XL‘ setzt Schubert auf DMG MORI Horizontalzentren, während im Bereich ‚S und M‘ Fanuc Robodrill-Bearbeitungszentren mit einer Automatisierung von Häberle Feinmechanik zum Einsatz kommen.
Auffällig beim Besuch der Hallen ist die hohe Zahl an Robotern und Automatisierungslösungen an den Maschinen. Dabei ist Schubert kein Serienfertiger, die typischen Losgrößen reichen von drei bis zehn Stück, manchmal bis unter 100 Stück. „Wir arbeiten schon lange daran, auf 18 bis 22 Stunden autonome Maschinenzeit zu kommen. Das ermöglicht uns, die Maschinen rund um die Uhr laufen zu lassen, ohne den Mitarbeitern eine Nachtschicht zumuten zu müssen“, erläutert Grieser. „Optimal wäre es, auch Früh- und Spätschicht so weit wie möglich überflüssig zu machen. Doch dabei muss die Qualität jederzeit stimmen!“
Mit Blick darauf, traf Erhard Strobel, Vertriebstechniker bei Blum-Novotest, mit der BLUM-Software FormControl X auf offene Ohren bei Markus Maier, der bei Schubert die RobodrillPlus-Big-K-Anlagen betreut: „Für uns war FormControl X sehr interessant. Schließlich fertigen wir auf einer Maschine vier Varianten eines Teils mit jeweils etwa 60 Teilen pro Variante und einer Laufzeit zwischen 10 und 40 Minuten pro Teil – das schaffen wir nur, wenn die Maschinen komplett durchlaufen. Und da ist es sehr wichtig, die Qualität auch in den mannlosen Schichten im Auge zu behalten.“
Die Toleranzschwankungen aller Messwerte im Blick
Um die Prozesse zu automatisieren und gleichzeitig die Fertigungsqualität im Blick zu halten, nutzt Schubert die Software FormControl X von Blum-Novotest.
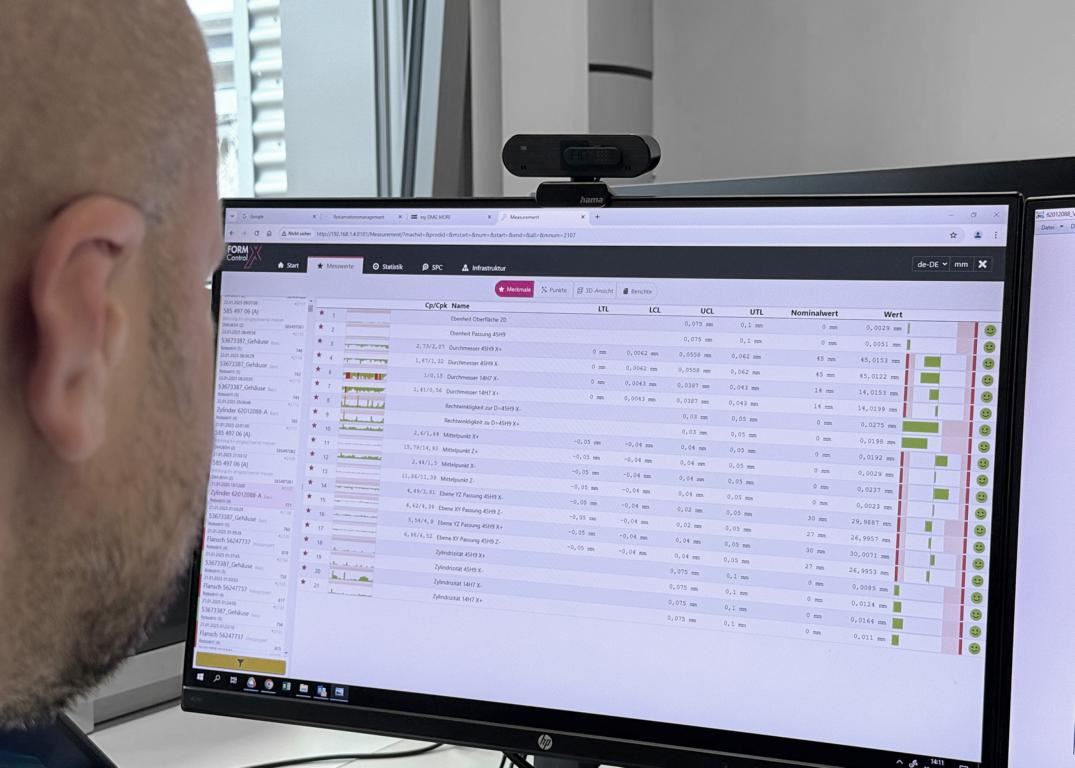
FormControl X ist eine Client-Server-basierte Softwarelösung für die automatisierte Messung und Auswertung von Bearbeitungsvorgängen. BLUM entwickelte die Software auf Basis der bewährten FormControl-Software völlig neu, wobei ein besonderer Fokus auf die Automatisierung von Messprozessen gelegt wurde. Ein großer Vorteil der Client-Server-Architektur ist, dass von mehreren Arbeitsplätzen oder Maschinen auf die Daten in der FormControl X-Datenbank zugegriffen werden kann. Dies erlaubt es Maier, bequem an seinem Büroarbeitsplatz komplexe Messprogramme zu erstellen oder auch die Messwerte der letzten Nacht durchzusehen.
Auf einem Laptop nahe der Maschine hat der Bediener die Toleranzschwankungen aller Messwerte im Blick. Die Darstellung erfolgt generell ganz einfach im herkömmlichen Webbrowser von PC, Laptop oder Tablet. „Dadurch können wir sicher sein, dass alle Messwerte eingehalten werden“, unterstreicht Maier. „Das prozessbegleitende Messen hat den Vorteil, dass man sieht, wenn ein Messwert zu wandern beginnt. Lange bevor er aus dem Toleranzbereich ist, können Maßnahmen ergriffen werden. Noch mehr gilt das natürlich für gebrochene Werkzeugschneiden.“
Auf den Fanuc-Zentren werden vor allem Bauteile für Werkzeugwechsler der Schubert-Verpackungsmaschinen gefertigt. Diese Werkzeuge halten beispielsweise Schachteln, in die ein Roboter dann Pralinen einlegt. Wird eine andere Packungsgröße oder -form benötigt, kann das Werkzeug gewechselt und die Verpackungslinie automatisch umgerüstet werden. In diesen Werkzeugwechslern arbeiten mehrere parallel angeordnete Pneumatikkolben mit H7-Passung. Die Bohrungen, in denen die Kolben laufen, müssen sehr genau parallel und im passenden Durchmesser gefertigt werden.
Hier ist es notwendig, jedes produzierte Teil zu messen, um später einen zuverlässigen Lauf zu gewährleisten. Denn ein Stopp in einer Verpackungsmaschine kann extrem teuer werden, beispielsweise in der genannten Pralinenfertigung – wenn die Verpackungslinie steht, muss auch die Produktion der Süßigkeit abgeschaltet werden, die flüssige Schokolade und andere Zutaten werden fest und verderben. „Bei uns ist die Vormontage getaktet – das bedeutet, dass wir sehr kurzfristig liefern müssen“, ergänzt Jens Grieser. „Ein Problem auf der Maschine betrifft nicht nur uns, sondern auch die Abläufe im Mutterhaus.“ Deshalb wurde im Rahmen des Betatests vor der Anschaffung von FormControl X die Genauigkeit der Messung in der Maschine laufend überprüft; die Abweichungen lagen im Bereich weniger Tausendstel Millimeter.
Die Konstrukteure der Verpackungsmaschinen legen Maße fest, die für die Funktion entscheidend sind und in der Fertigung geprüft werden sollen. In Bartholomä werden dann die NC-Programme erstellt und dabei die Mess-Unterprogramme an den jeweils passenden Stellen eingefügt. „Wir arbeiten hier zusammen: Wir Mitarbeiter an der Maschine sind für die Qualität verantwortlich und entscheiden deshalb gemeinsam mit den NC-Programmierern, welche Maße mit den BLUM-Messzyklen aufgenommen und in FormControl X abgespeichert werden“, betont Markus Maier. „So haben wir auch das Wissen, die Messungen nachvollziehen zu können und Verbesserungen durchzuführen.“
In der Einführungsphase von FormControl X war der Kontakt zu den BLUM-Spezialisten sehr eng: „Es war spürbar, dass die neue Software eine Herzensangelegenheit ist. Die Programmierer haben sich im Betatest extrem für uns eingesetzt und standen immer zur Verfügung, wenn wir Fragen hatten“, blickt Maier zurück. „Auch die Schulung war hervorragend, wir konnten die Bedienung der Software schnell umsetzen. Wir müssen mittlerweile nur alle zwei oder drei Wochen ein neues Teil programmieren, kommen aber trotzdem gut mit der Software zurecht, weil sie sehr intuitiv ist.“
FormControl X ermöglicht den Mitarbeitern in Bartholomä zudem, sich mehr auf ihre eigentliche Arbeit zu konzentrieren: „Früher musste ich morgens erst einmal die über Nacht gefertigten Bauteile prüfen, ob sie maßhaltig sind – das dauerte einige Zeit“, beschreibt Maier die Vorteile der BLUM-Software. „Heute genügt ein Blick auf den Bildschirm – ich sehe in der grafischen Darstellung des FormControl-X-Webclients auf einen Blick, ob die Toleranzen eingehalten wurden. Dann kann ich sofort reagieren oder direkt weiterfertigen.“
Stets wissen, wo man qualitätsmäßig steht
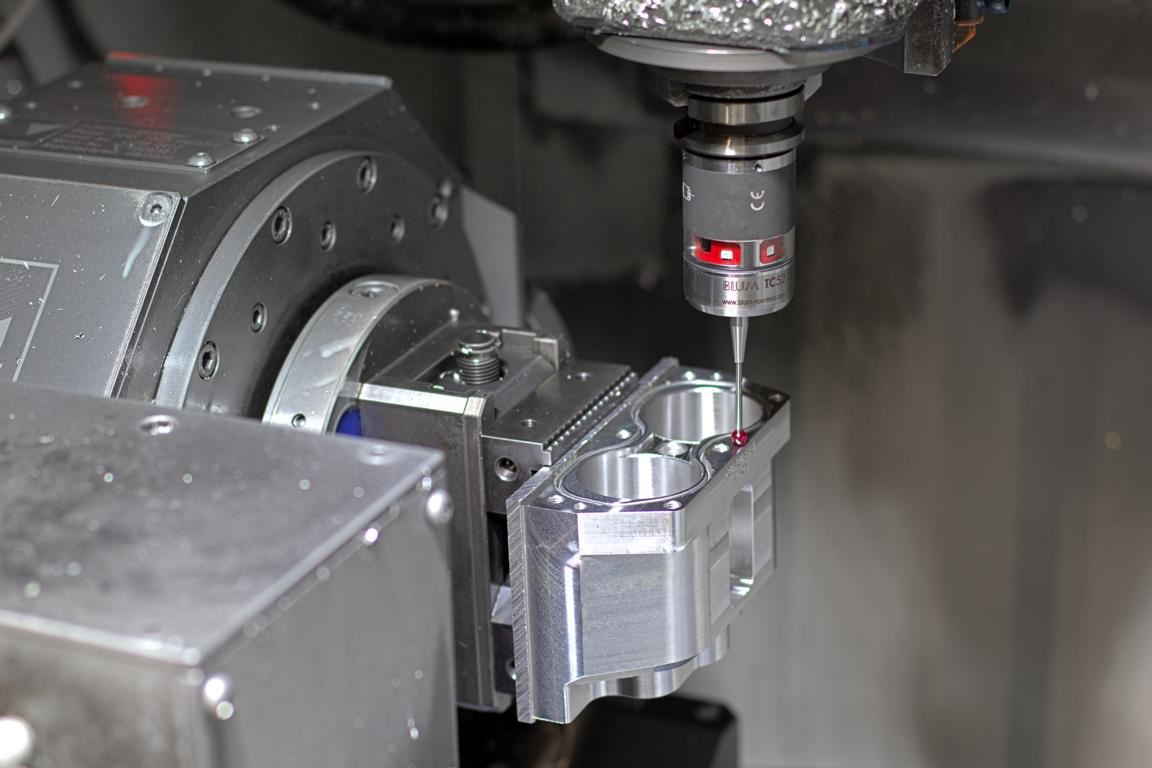
Mit Hilfe von FormControl X werden alle wichtigen Maße – inklusive Form- und Lagetoleranzen – direkt auf der Maschine überprüft.
Inzwischen werden alle Maße mit Toleranz unter einem Zehntel Millimeter automatisch gemessen, ebenso Form- und Lagetoleranzen. Diese sind wichtig, weil viele Teile in zwei Aufspannungen bearbeitet werden und deshalb die Lage der zweiten Bearbeitung von den in der ersten Aufspannung erzeugten Flächen abhängig ist. Auch deshalb bringt FormControl im Arbeitsalltag große Verbesserungen: „Zunächst einmal muss ich nicht mehr Schicht arbeiten, sondern kann in der normalen Arbeitszeit meine Aufgaben erfüllen – das ist für mich ein großer Gewinn! Zudem ist die Arbeit an der Maschine entspannter, weil der Prozess transparent ist und wir immer wissen, wo wir qualitätsmäßig stehen – das beruhigt sehr“, zeigt sich Maier hochzufrieden. „Und schließlich entlastet mich FormControl X von Messaufgaben, weil diese automatisiert sind. So kann ich mich mehr auf meine eigentliche Arbeit konzentrieren.“
Bei jedem Fertigungslos werden das erste und das letzte Messprotokoll ausgedruckt und abgelegt, abgesehen davon stehen alle Messungen in der FormControl-Datenbank zur Verfügung. Das ist nicht uninteressant, um die Standzeiten von Werkzeugen zu prüfen. „Und auch für mich ist es beruhigend, wenn ich jederzeit nachvollziehen kann, wo wir in Sachen Qualität stehen. Daher ist FormControl X ein wichtiger Baustein für die Automatisierung von Zerspanungsprozessen und spielt bei uns eine entscheidende Rolle, weil wir einen sehr hohen Automatisierungsgrad anstreben“, zieht Jens Grieser ein positives Fazit. „Dazu müssen natürlich die Maschinen und das Teilespektrum passen, um den höchsten Gewinn aus der Software zu ziehen – aber das ist bei uns gegeben. Nach den guten Erfahrungen an den Fanuc-Zentren sind wir entschlossen, FormControl X an vielen weiteren Maschinen zu nutzen, um so unsere Produktivität weiter zu steigern.“ So können bei Schubert Fertigungstechnik sicherlich noch mehr Mitarbeiter aus der Schichtarbeit geholt werden.
FormControl X – Flexibilität ist Trumpf
Die flexiblen Möglichkeiten, wie FormControl X die Maschine beeinflussen kann, sind sehr interessant: In einem Fall wird der Fertigungsprozess beispielsweise erst gestoppt, wenn dieselbe Abweichung an zwei Teilen nacheinander gemessen wurde – so lässt sich ausschließen, dass bei der ersten Messung ein Span auf der Messstelle haftete. Es ist auch möglich, beispielsweise jedes fünfte Teil zu messen. Bei einem Ausreißer wird dann mit dem Messen nicht weitere fünf Teile gewartet, sondern sofort im Rahmen der nächsten Bearbeitung wieder gemessen, um einen Span an der Messstelle auszuschließen. Dann erst entscheidet das Programm je nach Vorgabe, dass das nächste Teil bearbeitet wird, die Maschine die Bearbeitung unterbricht oder auf die Fertigung eines anderen Teils gewechselt wird, bei der andere Werkzeuge genutzt werden.

Die Zusammenarbeit hat sich gelohnt: Erhard Strobel, Vertriebstechniker bei Blum-Novotest, Markus Maier und Phillipp Hoffmann, Zerspanungsmechaniker und Anwender von FormControl X, sowie Jens Grieser, Geschäftsführer der Schubert Fertigungstechnik GmbH. (v.l.n.r.)
Über Blum-Novotest:
Die 1968 gegründete Blum-Novotest GmbH mit Sitz in Ravensburg gehört zu den weltweit führenden Herstellern von qualitativ hochwertiger Mess- und Prüftechnologie für die internationale Werkzeugmaschinen-, Luftfahrt- und Automobilindustrie. Das Familienunternehmen beschäftigt heute über 700 Mitarbeiter an insgesamt neun Standorten in Europa sowie in den USA, Mexiko, Brasilien, China, Japan, Taiwan, Singapur, Korea, Indien, Thailand und Vietnam. Zusammen mit eigens geschulten System-Integratoren und regionalen Vertriebsbüros garantiert dieses Vertriebs- und Servicenetzwerk die flächendeckende Unterstützung der sich weltweit im Einsatz befindenden Blum-Produkte.
