50 Prozent Effizienzgewinn durch BLUM-Messtaster
Perfekt automatisierte Qualitätskontrolle und Prozessüberwachung
Extrem hoch sind die Qualitätsansprüche in der Medizininstrumentenfertigung – dabei sind perfekte Oberflächen nicht nur ein Selbstzweck, sondern Voraussetzung für eine effiziente Sterilisierung. Entsprechend hoch sind die Ansprüche bei der Getsch+Hiller Medizintechnik GmbH an die Bearbeitungsmaschinen und das Zubehör. Die Werkstück-Messtaster und Werkzeugtaster von Blum-Novotest unterstützen das Tuttlinger Unternehmen dabei, diese Ansprüche in die Realität umzusetzen.
-
 Laparoskopischer Nadelhalter zur kontrollierten Führung der Nadel
Laparoskopischer Nadelhalter zur kontrollierten Führung der Nadel -
 Laparoskopische Dissektion- und Fasszangen
Laparoskopische Dissektion- und Fasszangen

Die Getsch+Hiller Medizintechnik GmbH setzt Messtechnik von BLUM für die automatisierte Qualitätskontrolle und Prozessüberwachung in den Bearbeitungszentren ein.
Im Jahr 2003 begannen die Gründer Arnold Getsch und Werner Hiller in einem angemieteten Gebäude in Tuttlingen mit der Fertigung von medizinischen Instrumenten. Die Firma startete mit den Schwerpunkten Gastroskopie und Urologie.
Mit der Einstellung der ersten Mitarbeiter und der Spezialisierung in der Endoskopie wurde der erste Schritt in Richtung Erfolg gemacht. Heute fertigt das Unternehmen Instrumente für die unterschiedlichsten Bereiche des Körpers und der Medizin, darunter Scheren, Zangen, Bohrer und Biopsielöffel zur Entnahme von Gewebeproben. Der internationale Kundenstamm umfasst Europa, Süd- und Nordamerika sowie Asien. Getsch+Hiller agiert weltweit.
„Unsere Kunden erwarten höchste Qualität von uns, schließlich arbeiten sie mit unseren Produkten am und im Menschen“, erläutert Wolfgang Epple, Abteilungsleiter der Fräserei, als er durch die dicht stehenden Bearbeitungszentren in der Fertigung führt. Die meisten der 21 Fräsmaschinen sind Robodrill-Anlagen von Fanuc, dazu kommen einige Maschinen von Brother und Haas. Darüber hinaus laufen bei Getsch+Hiller neun Langdrehmaschinen, die meisten dieser Anlagen sind mit einer Automatisierung zum Be- und Entladen ausgestattet.
Die Produkte, die das Unternehmen herstellt, werden überwiegend im Kundenauftrag entwickelt und gefertigt sowie über Großhändler vertrieben. Dabei taucht der Name Getsch+Hiller oft nicht auf den Produkten auf. „Wir haben viele sehr ähnliche Produkte, weil verschiedene Kunden ähnliche, aber eben nicht gleiche, Instrumente bei uns fertigen lassen“, erklärt Epple. „Die Stückzahlen liegen zwischen Einzelstücken und kleinen Serien, wir beliefern aber auch einen Kunden mit 200 Zangen pro Woche.

Der kabellose Werkzeugtaster ZX-Speed IR von BLUM wird zur Werkzeuglängenmessung und Werkzeugradiusmessung eingesetzt.
Die Entstehung neuer Produkte ist das Ergebnis eines fortlaufenden Dialogs zwischen den internen Entwicklungen und den Ideen, Anregungen und Anforderungen der Kunden. Bei Getsch+Hiller entwickeln die hauseigenen Konstrukteure auf Basis dieser Idee ein Produkt oder setzen eine Optimierung des Kunden um. Sehr wichtig ist auch die eigene CNC-Programmierung, denn die effiziente Fertigung der Bauteile ist die Grundlage des Firmenerfolgs bei Getsch+Hiller. Eine eigene Montageabteilung setzt die Bauteile dann zu hochpräzisen Instrumenten zusammen. In der Fertigung wird ganz überwiegend Edelstahl verarbeitet, wobei manche Instrumente Griffe oder andere Bestandteile aus Kunststoff oder Aluminium besitzen.
„Die Herstellung von Produkten in erstklassiger Qualität stellt höchste Ansprüche an unsere Fertigung“, berichtet Epple. „Die Teile werden nach dem Fräsen per Roboter elektropoliert und danach teilweise schwarz beschichtet. Wenn dann noch die geringste Verfärbung oder sonstige Oberflächenfehler im Mikrobereich zu erkennen sind, lehnt der Kunde die gesamte Lieferung ab. Wir müssen also schon in der Fräsfertigung konstant niedrigste Toleranzen und höchstmögliche Oberflächenqualitäten liefern, damit beim Polieren und Beschichten optimale Ergebnisse entstehen können. Wir haben zwei oder drei Jahre damit verbracht, den Prozess zu optimieren, jetzt können wir stabil fertigen.“
Gleichzeitig müssen die Maschinen rund um die Uhr und am Wochenende laufen, damit die erforderlichen Stückzahlen erreicht werden. Deshalb sind die Anlagen überwiegend mit einem Roboter ausgestattet, der Rohteile aus einem Tablett-Magazin in die Maschine legt und Fertigteile wieder auf dem Tablett in Halterungen ablegt. Viele Maschinen teilen sich einen Roboter und ein Magazin mit 20 Tabletts.

Die BLUM-Werkzeugtaster Z-Nano ermöglichen bei Getsch+Hiller eine blitzschnelle Werkzeuglängenmessung und Bruchkontrolle.
Unverzichtbar für eine solche Fertigung, die möglichst langen mannlosen Betrieb, unterbrechungsfreie Produktion und höchste Präzision erfordert, ist eine automatisierte Qualitätskontrolle und Prozessüberwachung. Getsch+Hiller setzt dabei in den Fanuc-Maschinen auf den Spindel-Messtaster TC52 von BLUM und den Werkzeug-Messtaster ZX-Speed IR, zudem sind in den Brother-Bearbeitungszentren Werkzeug-Messtaster Z-Nano verbaut.
Die Werkzeug-Messtaster werden vor allem zur Bruch- und Verschleißkontrolle genutzt, wobei der ZX-Speed IR-Taster nicht nur in der vertikalen Z-Achse – wie der kleinere Z-Nano – angetastet werden kann, sondern auch in der horizontalen Achse. Damit kann zum einen die Werkzeuglänge gemessen – und damit Bruch erkannt – werden, indem der Taster axial von oben angefahren wird. Zum anderen lässt sich der Durchmesser durch radiales Antasten von der Seite messen, beispielsweise um Verschleiß zu erkennen.
„Die Bruchkontrolle ist sehr wichtig“, sagt Epple, „wir messen die Werkzeuge nach jedem Bearbeitungsschritt. So verhindern wir, dass das nächste Werkzeug in ein wegen eines Werkzeugbruchs nicht fertig bearbeitetes Werkstück hineinfährt und ebenfalls kaputtgeht.“ Nach einem Werkzeugbruch wird das defekte Werkstück ausgeschleust und – wenn möglich – das nächste Teil mit einem Schwesterwerkzeug bearbeitet. Steht kein Ersatz in der Maschine zur Verfügung, hält die Bearbeitung an und der Bediener wird informiert.
Die TC52-Taster werden hauptsächlich während der Bearbeitung eingesetzt. So ist an den Zangen für die Kunden die Breite der Zange mit sehr engen Toleranzen versehen, weil das nachfolgende manuelle Oberflächenschleifen von einem Roboter ausgeführt wird. Um gleichbleibende Ergebnisse zu erhalten, ist hier hohe Maßhaltigkeit gefordert. Indem die erste bearbeitete Seite gemessen und das Koordinatensystem der Bearbeitung entsprechend an die Messung angepasst wird, lässt sich die Abweichung zwischen den Zangen einer Serie bis unter zwei Hundertstelmillimeter drücken.
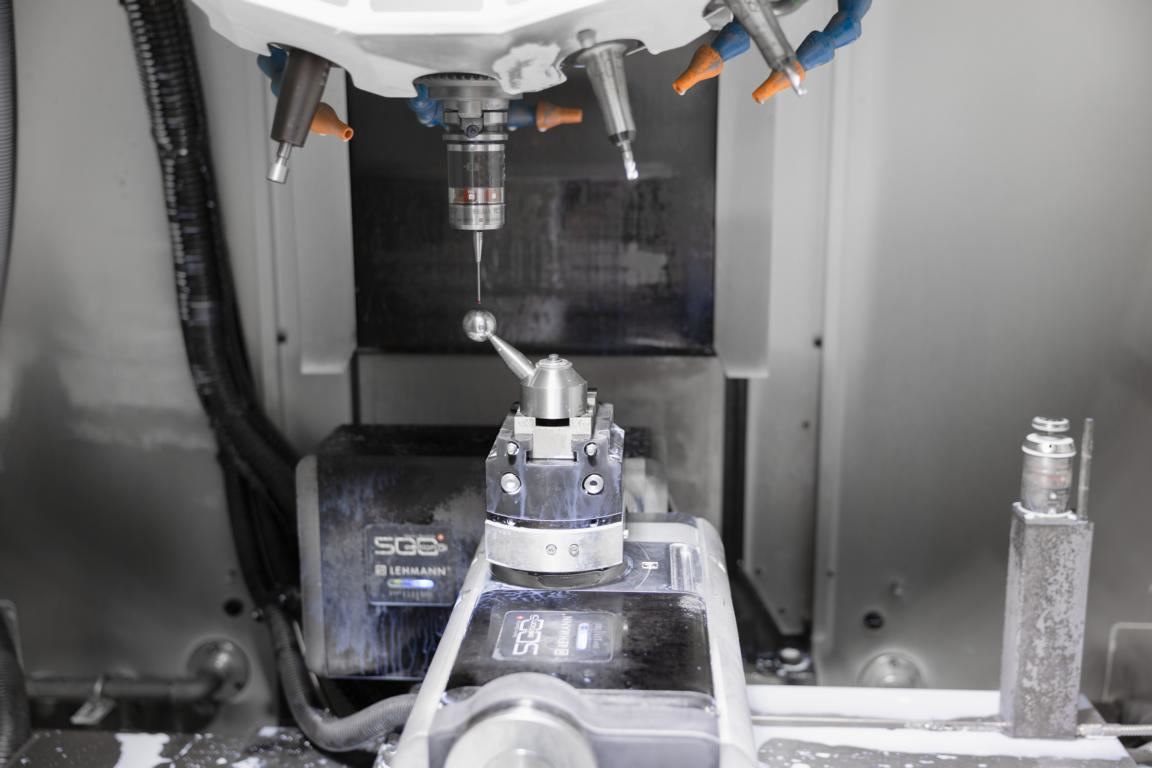
Neben den typischen Messaufgaben während der Bearbeitung werden die TC52-Messtaster auch mit der BLUM-Software KinematicsPerfect eingesetzt. Die Software ermöglicht eine präzise Überprüfung, Dokumentation und Korrektur der Drehachsen der Rund- und Schwenktische.
Neben den typischen Messaufgaben während der Bearbeitung, beispielsweise der Nullpunkterfassung des Rohteils, werden die TC52-Messtaster auch mit der BLUM-Software KinematicsPerfect verwendet. Die Software ermöglicht es, bei 4- und 5-Achs-Werkzeugmachinen die Drehachsen zu vermessen und zu analysieren.
„Wir wollen vor allem mehr Konstanz in unsere Fertigungsabläufe bringen“, erklärt Epple, „und bei Abweichungen erkennen, ob Maschine oder Werkzeuge verantwortlich sind. So lassen sich viele Probleme und Zeitverluste vermeiden. Zudem werden Messprotokolle direkt in der Maschine erstellt, sodass alle Messungen dokumentiert und nachvollziehbar sind. Unser Ziel ist es, 30 bis 35 Stunden mannlos fertigen zu können – ohne Abweichungen zwischen den Teilen.“
Epple blickt zurück: „Ich traue mich manchmal fast nicht, die maximal möglichen Anfahrgeschwindigkeiten, die BLUM erlaubt, auszunutzen – nicht, weil ich den Tastern nicht traue, sondern weil das so halsbrecherisch aussieht. Aber mit den BLUM-Tastern ist die Bruchkontrolle auf den Brother- und Fanuc-Anlagen wesentlich schneller – bis zu 2 m/min sind möglich –, was sich wiederum in der Taktzeit real auszahlt.“
Beim Einsatz der Taster und Programme wird Getsch+Hiller tatkräftig von Erhard Strobel und den Spezialisten bei BLUM unterstützt. „Ich bekomme immer schnellstens Support“, sagt Epple, „Herr Strobel hat mir schon aus dem Urlaub Hilfe vermittelt. Und auch direkt bei BLUM haben wir Ansprechpartner, die uns beispielsweise bei der Nutzung der Software kompetent unterstützen. So bekommen wir unsere Probleme schnell und zielführend gelöst.“
Wolfgang Epple zieht ein positives Fazit: „Aktuell sind zwölf Maschinen automatisiert und wir sind dran, den Rest auch mit Robotern auszustatten. Mein Ziel ist es, am Sonntagmorgen schnell in die Firma zu gehen, die Magazine aufzufüllen und mit einigen wenigen Messungen die Qualität zu kontrollieren. Ich will schnell fertigwerden. Das bieten mir die Messsysteme von BLUM. Die Firma profitiert durch zuverlässige, automatisierte Prozesse mit höchster Qualität. In unserer Branche ist der Kunde König – wenn wir nicht die gewünschte Qualität liefern, sucht sich der Kunde einen neuen Lieferanten. BLUM bringt uns hier Sicherheit, dass wir gleichzeitig effizient und in höchster Qualität fertigen können.“
Aufgrund der guten Erfahrungen mit den BLUM-Tastern, die auf den neueren Robodrill-Maschinen installiert wurden, ersetzten die Verantwortlichen nach und nach die Messtaster eines anderen Herstellers, die auf den älteren Robodrill im Einsatz waren, ebenfalls durch die BLUM-Produkte. „Auf einer älteren automatisierten Robodrill-Anlage war ein Taster eines anderen Herstellers montiert, der stieg nach einigen Stunden mannloser Fertigung immer wieder aus und stoppte die Bearbeitung“ erinnert sich Epple. „Seit wir den BLUM-Taster im Einsatz haben, ist das nie wieder passiert. Allein das sind für diese Maschine mehr als 50 Prozent Effizienzgewinn.“
Zudem ist es dem Leiter der Fräserei wichtig, dass alle baugleichen Maschinen auch gleich ausgestattet sind – dann lassen sich Aufträge ohne weitere Programmierung so zwischen den Maschinen verteilen, dass eine gleichmäßige Auslastung gesichert ist.

Erhard Strobel, Vertriebstechniker bei Blum-Novotest und Wolfgang Epple, Leiter CNC-Fräsen bei der Getsch+Hiller Medizintechnik GmbH, sind hochzufrieden mit dem Ergebnis der Zusammenarbeit.
Getsch+Hiller fertigt beispielsweise Werkzeuge für die Spinal-Endoskopie. Hierbei wird im Bereich der Wirbelsäule operiert.
Antrumstanzen sind spezielle chirurgische Instrumente zur Entfernung von Knochen und Gewebe in der Mund-Kiefer-Gesichtschirurgie und der HNO-Heilkunde.
Über KinematicsPerfect von BLUM:
Die Software erlaubt bei 4- und 5-Achs-Werkzeugmachinen die Vermessung und Analyse der Drehachsen. Mithilfe von Messungen an einer Kalibrierkugel erkennt die Software die Ausricht- und Positioniergenauigkeit der Achsen sowie mechanische Formabweichungen und eventuelle Lagerschäden. Maschinenprobleme durch fehlerhafte Maschineneinstellungen, Kollisionen oder Verschleiß lassen sich auf Basis der Messungen schnell und zuverlässig erkennen. Dabei werden unter Zuhilfenahme der mitgelieferten Messzyklen zuvor definierte Punkte unter unterschiedlichen Antastrichtungen angefahren und die Abweichung im Raum berechnet. Anhand der Werte können die Kinematik-Parametertabellen automatisch aktualisiert werden, wodurch der bei Schwenkbewegungen entstehende Fehler im Raum kompensiert wird. Solche Messungen werden typischerweise bei Inbetriebnahme, im Servicefall oder in der Serienfertigung als durchgehende Überprüfung des Maschinenzustandes vorgenommen.
Über Getsch+Hiller:
Im Jahr 2016, nach Jahren konstanten Wachstums, ging das Unternehmen einen großen Schritt: Getsch+Hiller, das bis dahin nur wenige Fertigungsmaschinen selbst betrieb, übernahm den langjährigen Hauptzulieferer Alexander Rauch, was die Erweiterung des Maschinenparks um 15 Fräszentren auf einen Schlag bedeutete. Ein weiterer Anbau im Jahr 2020 und die Übernahme der Firma Roland Wenkert Chirurgische Instrumente brachte 2023 zusätzliche Mitarbeiter und Anlagen ins Unternehmen. Heute ist die Mitarbeiterzahl auf 110 gestiegen, mehrere Anbauten schufen Platz für den wachsenden Maschinenpark.
Über Blum-Novotest:
Die 1968 gegründete Blum-Novotest GmbH mit Sitz in Ravensburg gehört zu den weltweit führenden Herstellern von qualitativ hochwertiger Mess- und Prüftechnologie für die internationale Werkzeugmaschinen-, Luftfahrt- und Automobilindustrie. Das Familienunternehmen beschäftigt heute über 650 Mitarbeiter an insgesamt neun Standorten in Europa sowie in den USA, Mexiko, Brasilien, China, Japan, Taiwan, Singapur, Korea, Indien, Thailand und Vietnam. Zusammen mit eigens geschulten System-Integratoren und regionalen Vertriebsbüros garantiert dieses Vertriebs- und Servicenetzwerk die flächendeckende Unterstützung der sich weltweit im Einsatz befindenden Blum-Produkte.
