KADIA stattet Honmaschinen mit Scan-Funktion aus
Die Qualität stets im Blick

Hochgenaue gehonte Bohrungen erfordern eine sorgfältige Qualitätskontrolle. Bei sämtlichen Honmaschinen von KADIA wird diese Aufgabe durch das „Scannen der Bohrung“ direkt im Anschluss an die Honoperation gelöst. Das Ergebnis der Bearbeitung bleibt stets im Blick. Zudem sagen die Scans deutlich mehr über die erzielte Qualität aus als herkömmliche Messungen.
Beim Honen von Präzisionsbauteilen folgt in der Regel auf jede Honstation eine Messstation. Dadurch wird es möglich, Hundertprozent-Messungen durchzuführen. Bohrungsdurchmesser und -form können bei Bedarf in einem Regelkreis kontinuierlich nachjustiert werden. Der zumeist mehrstufige Prozess gewinnt an Stabilität und Sicherheit. Im Normalfall fährt der Luftmessdorn mehrere Messebenen an, beispielsweise drei oder fünf, je nach Bohrungslänge. „Wir gehen einen bedeutenden Schritt weiter und scannen die Bohrung über die gesamte Länge“, erklärt Dr.-Ing. Uwe Moos, Grundlagenentwicklung Hontechnologie bei der KADIA Produktion GmbH + Co. in Nürtingen. „Scannen bedeutet zudem, dass der Luftmessdorn bis zu 500 Durchmesserwerte pro Millimeter Messweg aufnimmt und an die Steuerung übermittelt.“
KADIA führte diese Funktion für sämtliche Honmaschinen, von der einspindligen Eco-Baureihe bis zum mehrspindligen Transfersystem, vor vier Jahren ein – damals eine Weltneuheit. Im Kern besteht die Lösung aus einer intelligenten Software, die KADIA in die selbst entwickelte HMC100-Maschinensteuerung integriert hat. Eine besondere Scan-Hardware ist nicht notwendig. Es kommen Messdorne wie beim herkömmlichen Messen zum Einsatz, jedoch sind die Anforderungen an die Messwerterfassung und -aufbereitung extrem hoch. Im Hochpräzisionssegment, in dem sich KADIA bewegt, entscheidet nicht selten ein halbes Tausendstel Millimeter über die Verwendbarkeit eines Bauteils.
Für die Nürtinger Honexperten sind Bohrungen mit Durchmessern von 60 Millimetern schon sehr groß und am oberen Ende des Portfolios angesiedelt. Weit häufiger werden kleinere Bohrungen auf KADIA-Maschinen bearbeitet. Geeignete Messdorne sind im Standard bis D= 2,5 Millimeter verfügbar. Für noch kleinere Durchmesser gibt es Sonderausführungen. Die üblichen Messbereiche in diesem Segment betragen typischerweise ±20 Mikrometer für das Zwischenhonen und ±10 Mikrometer für das Fertighonen.
Scannen geht nebenher
„Vor Jahren wäre noch ein separater Messrechner notwendig gewesen, um die beim Scannen anfallenden Datenmengen zu bewältigen. Doch unsere Steuerung erlaubt es, den Scanvorgang quasi nebenher durchzuführen“, sagt Uwe Moos. Das Hochleistungs-Rechenmodul der HMC100 stellt die vielen Werte in Sekundenbruchteilen grafisch dar – und das auch bei Maschinen mit mehreren Messstationen. Der Anwender hat viele Möglichkeiten, den Messwerteverlauf der Scans zu visualisieren. Er kann sich eine einzelne Operation anzeigen lassen oder den gesamten Prozess, um beispielsweise den Bearbeitungsfortschritt zu begutachten. „Dank der hohen Performance der Steuerung erfolgt der Scanprozess taktzeitneutral“, betont der Entwickler.
Im Vergleich zur herkömmlichen Messmethode mit festen Ebenen bietet die Scanfunktion eine ganze Reihe Vorteile: Sie erlaubt Messungen bis zu 1 Millimeter Abstand von der Bohrungskante. Bei konventionellen Messsystemen sind allenfalls 2,5 Millimeter realistisch. Daneben ist die Software in der Lage, Messwerte zu klassifizieren, d. h. sie kann zwischen den Bereichen, wo das Honwerkzeug im Einsatz war, und anderen unterscheiden. Sie erkennt also Querbohrungen, Nuten oder Taschen, außerdem Lunker bei Gusswerkstücken oder auch Vorbearbeitungsriefen. Bohrungsunterbrechungen erzeugen unplausible Messwerte, die von der Software erkannt und aussortiert werden, sodass sie bei der weiteren Verarbeitung außen vor bleiben. Demzufolge erübrigt sich eine Lageorientierung der Werkstücke. Da die zu messenden Bereiche automatisch erkannt werden, minimiert sich auch der Aufwand für das Handling.
Hat eine Bohrung viele Unterbrechungen, verbleiben nicht selten nur sehr schmale Stege. Mit Standardmessmitteln erkennt die Scanfunktion Stege mit 2 Millimetern Länge, mit Sondermessmitteln sogar noch Stege mit 1 Millimeter. „Indem eine große Anzahl an Messwerten erfasst und die gesamte Geometrie der Bohrung berücksichtigt wird, bietet das Scannen eine höhere Zuverlässigkeit als die Messung auf wenigen Ebenen“, bekräftigt Uwe Moos.
Verformungen werden sichtbar
Die Scanfunktion offenbart ihre Stärken insbesondere bei Werkstücken mit geringen Wandstärken oder unregelmäßigen Außenkonturen. Wo wenig Material vorhanden ist, kommt es während der Bearbeitung so gut wie immer zu elastischen Verformungen. Der Fachmann spricht vom „Atmen des Werkstücks“. Das Material weicht an diesen Stellen dem Schnittdruck stärker aus als an anderen Stellen. Das Scannen sorgt in diesen Fällen für ein Höchstmaß an Transparenz: Es macht die Problemzonen sichtbar und gibt dem Anwender Anhaltspunkte für die Variation seiner Prozessparameter.
Beispiel Getrieberad
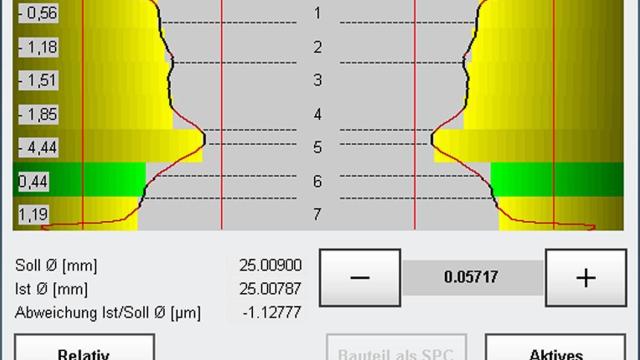
Typische Anwendungsfälle finden sich im Fahrzeugbau, etwa Planetenräder für Elektrofahrzeug-Getriebe. Ein solches Bauteil hat eine Länge von 90 Millimetern und eine zu honende Durchgangsbohrung mit D= 25 Millimeter. Es gibt keine Unterbrechungen, doch macht die Außenkontur einen Durchmessersprung von 70 Millimetern. Am Übergang befindet sich ein Einstich, so dass in diesem Bereich nur noch eine Wandstärke von 2 Millimetern verbleibt. Die elastische Verformung, die während der Bearbeitung an dieser Stelle auftritt, bildet sich im Messwerteverlauf des Scans als Einschnürung ab. Folglich besteht die Gefahr, dass der bearbeitete Durchmesser in Einstichhöhe kleiner ist als die untere Toleranzgrenze. Für die Prozessstabilität ist es aber elementar wichtig, den kleinsten Durchmesser genau zu kennen und zu lokalisieren.
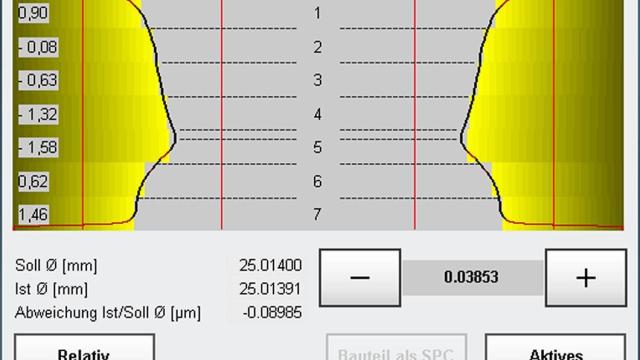
Diesbezüglich liefert das Scannen der Bohrung die zuverlässigste Auskunft. Die Software der HMC100 unterteilt die Bohrungslänge in Auswertungsbereiche, bei diesem Beispiel sind es sieben. Jeder Bereich wird als eingefärbter Balken dargestellt, die Einschnürung wird dadurch deutlich visualisiert. Der Maschinenbediener erhält damit wichtige Anhaltspunkte, um Maßnahmen zur Kompensation der Verformungen zu ergreifen. Mögliche Stellschrauben sind z. B. die Anpassung der Zustellschritte für die Zerspanung oder die Veränderung der Hubumsteuerpunkte.
Nach der ersten Honoperation ist die Einschnürung auf Höhe des Einstichs noch sehr ausgeprägt. Nach der zweiten Operation zeigt sich ein deutlich abgeflachtes Profil – die Spantiefe bei dieser Operation ist geringer, folglich atmet das Material weniger, die zuvor entstandene Einschnürung kann teilweise abgetragen werden. Wichtig ist: Die schwarze Profillinie muss innerhalb der Toleranz des Zieldurchmessers liegen, dann wird das Bauteil für die nächste Bearbeitungsstation als „in Ordnung“ klassifiziert und kann im Prozess verbleiben.
Beispiel Hydraulikteil
Ein zweites Praxisbeispiel, eine anspruchsvolle Hülse, findet sich in der Hydraulikeinheit eines Automatikgetriebes, das für einen hochwertigen Sportwagen entwickelt wurde. Die zu honende Bohrung hat einen Durchmesser von nur 6 Millimetern und ist 57 Millimeter lang. Die Besonderheit: Die Hülse hat zahlreiche Querbohrungen bzw. Steueröffnungen für das Hydraulikmedium. Zudem ist sie auf einer Seite bis auf eine kleine Öffnung geschlossen. Für das Honwerkzeug liegt also eine Sacklochbohrung vor. Eine Herausforderung, denn der Freistich für den Überlauf ist mit rund 3 Millimetern verhältnismäßig kurz, d. h. der Umsteuerpunkt für das Werkzeug kann nur in einem sehr begrenzten Bereich eingestellt werden. Aufgrund von mehreren Querbohrungen entstehen zudem Unterschiede in der Wandstärke, was wiederum die elastische Verformung begünstigt.
Bei diesem Beispiel kommt vor allem der Vorteil der automatischen Kantenerkennung der Scanfunktion zum Tragen. Für eine Messung mit konventionellen Mitteln wäre eine genaue Positionierung des Werkstücks ein absolutes Muss und überdies sehr aufwendig. Da herkömmliche Messverfahren einen größeren Kantenabstand erfordern, ließen sich nur an wenigen Stellen der Bohrungswand überhaupt Durchmesserwerte ermitteln. Aussagen über die Maßhaltigkeit wären mehr oder weniger unzuverlässig. Das Diagramm mit dem Messwerteverlauf veranschaulicht demgegenüber, dass die Scanfunktion viele Messwerte und daher zuverlässige Ergebnisse liefert.