Lagerbuchsen mit Hochvorschubfräser fertigen
Heidelberger Druckmaschinen fertigt Lagerbuchsen mit Hochvorschubfräser MILL 4 FEED von ISCAR

Um eine tiefe Nut in Lagerbuchsen einzubringen, musste sich die Heidelberger Druckmaschinen AG in Wiesloch-Walldorf bei Heidelberg etwas Neues einfallen lassen: Auf einer Maschine mit weniger Drehmoment funktioniert die bisher genutzte Lösung nicht mehr. In enger Zusammenarbeit mit Werkzeugspezialist ISCAR entstand ein komplett neues Bearbeitungskonzept. Schlüsselelemente dabei: ein fünfschneidiger Hochvorschubfräser MILL 4 FEED und eine frische Strategie.
Heidelberger Druckmaschinen (Heidelberg) blickt auf eine 170-jährige Geschichte zurück und ist gegenüber neuen Entwicklungen sehr aufgeschlossen. Ein Beispiel: Das Unternehmen mit seinen weltweit rund 10.500 Mitarbeitern stellt neben den namensgebenden Druckmaschinen auch erfolgreich Wallboxen zum Laden von Elektroautos her. Ein anderes ist gedruckte Elektronik für Sensoren. Einen Namen gemacht hat sich das Unternehmen auch mit den Produkten seiner Gießerei in Amstetten, die mit einer Kapazität von bis zu 85.000 Tonnen Guss eine der leistungsfähigsten in Europa ist. Dort stellt Heidelberg über 3.000 hochqualitative Bauteile mit einem Gewicht von zehn Kilo bis zu sechs Tonnen her, zunehmend auch für externe Kunden.
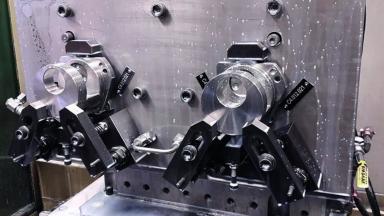
Neue Ideen waren auch bei der Fertigung von Lagerbuchsen für den Einsatz in Druckmaschinen am Standort Wiesloch-Walldorf gefragt: Die Komponente besitzt einen Durchmesser von 140 Millimetern und besteht aus Grauguss (GG30), der gut zu bearbeiten ist und trotzdem eine hohe Verschleißfestigkeit aufweist. „Die Buchsen kommen bereits mit der Querbohrung aus unserer Gießerei in Amstetten“, erzählt Mathias Greulich, Werkzeugtechnologe am Standort Wiesloch-Walldorf. „Das Material ist hochwertig und homogen.“ Mehr als 270 Lagerbuchsen-Paare fertigt Heidelberg pro Monat, und in jede einzelne muss eine etwa 80 Millimeter tiefe und 40 Millimeter breite Nut eingebracht werden. Bisher setzte das Unternehmen dafür einen Sonderscheibenfräser von ISCAR mit einem Durchmesser von 228 Millimetern auf einem leistungsstarken Bearbeitungszentrum ein. Die Lösung benötigte dafür nur vier Schnitte und etwa eine Minute.
Prozess funktioniert auf neuer Anlage nicht mehr
„Die Anlage steht nun aber leider nicht mehr zur Verfügung“, skizziert Greulich. „Wir versuchten mit dem Scheibenfräser und einer dynamischeren Anlage mit weniger Drehmoment weiterzuarbeiten.“ Das brachte aber kein zufriedenstellendes Ergebnis. „Die kleinere Maschine war absolut am Limit. Wir hatten so starke Vibrationen, dass sie sich sogar auf nebenstehende Anlagen auswirkten. Dazu kam ein erhöhter Verschleiß, vermehrte Plattenbrüche, Maschinenausfälle und eine immense Geräuschentwicklung“, erklärt Thorsten Schulz, der als Vorplaner bei Heidelberg die Arbeitsabläufe festlegt. „Wir mussten schließlich mit einem schmaleren Scheibenfräser, mit geringerem Abtrag und zehn statt vier Schnitten arbeiten. Das half zwar, dauerte aber viel zu lange.“ Zweieinhalb Minuten standen pro Bauteil auf der Uhr. Eine bessere Lösung musste her, und zwar möglichst schnell. Die Lagerbuchsen sind zentrale Komponenten einer Druckmaschine. Sie werden mit Exzenterbolzen an der Seitenwand montiert und dienen zur Zylinderverstellung. Der Spielraum, um neue Ideen auszuprobieren, war dementsprechend klein.
Greulich wandte sich an Matthias Müller, Beratung und Verkauf des langjährigen Technologiepartners ISCAR sowie an dessen Kollegen Andreas Heid, Technische Beratung und Vertrieb. „Wir pflegen eine enge Zusammenarbeit mit unseren Kunden“, sagt Matthias Müller. „Darum setzten wir uns sofort mit Mathias Greulich, Thorsten Schulz und Feinplaner Holger Hammer an einen Tisch, um eine Lösung zu finden.“
Pendelndes Hochvorschubfräsen ist die Lösung
Bei einem Brainstorming klopfte das fünfköpfige Team mehrere Möglichkeiten ab. Dabei zeigte sich schnell: Das vertikale Hochvorschubfräsen mit einem pendelnden Fräser ist der richtige Weg. „Der Haken daran war nur, dass wir dafür unsere für die Horizontalbearbeitung ausgelegte Aufspannvorrichtung auseinandersägen und für die Vertikalbearbeitung umrüsten mussten“, erzählt Hammer. „ISCAR fuhr erst einmal Vorversuche im Tech-Center in Ettlingen, um herauszufinden, ob der Prozess grundsätzlich möglich ist, bevor wir Hand an die Vorrichtung legen. Außerdem sollte so der richtigen Fräser und die passenden Parameter ermittelt werden.“
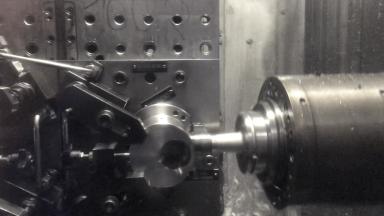
Das Ergebnis: Es geht – und zwar prozesssicher, schnell und wirtschaftlich mit dem MILL 4 FEED-Fräser. Dieser leistungsstarke Hochvorschubfräser für die Bearbeitung aller Werkstoffe punktet beim Taschen-, Kontur-, Plan- und Drehfräsen. Er besitzt einseitige Wendeschneidplatten (WSP) mit vier Schneidkanten. „Durch den positiven Spanwinkel ist das Werkzeug sehr weichschneidend“, führt Heid aus. „Der Krafteinfluss auf den Fräser erfolgt überwiegend in axialer Richtung. Damit ist ein schwingungsarmes Bearbeiten tiefer Kavitäten möglich.“ Die WSP für den MILL 4 FEED sind in fünf unterschiedlichen Geometrien und Schneidstoffsorten für alle Werkstoffe ausgeführt. Sie ermöglichen eine Zustellung bis zu drei Millimeter und einen maximalen Vorschub von zwei Millimetern pro Zahn. Die Schneidkanten sind besonders stabil und erlauben lange Standzeiten, auch bei unterbrochenen Schnitten.
Bei diesem Projekt sollte der Fräser in einer Sonderausführung mit einem Durchmesser von 39 Millimetern zum Einsatz kommen. Dieser wird mit fünf vierschneidigen WSP in der TiAlN PVD-beschichteten Schneidstoffsorte IC810 bestückt. „Der Fräser trägt das Material in vertikalen Pendelbewegungen ab“, erklärt Hammer. „Nach jeder Bahn stellen wir 1,35 Millimeter zu. So fräst das Werkzeug die 80 Millimeter blitzschnell, und die Maschine schnurrt wie ein Kätzchen.“ Nur um den Radius am Grund einzubringen, kommt der Scheibenfräser doch wieder zum Einsatz.
Zufriedenheit auf der ganzen Linie
„Mit dieser Lösung bekamen wir den stabilen Fertigungsprozess, den wir für eine sichere Bearbeitung benötigen,“ freut sich Greulich. „Wir konnten nicht nur die Fertigungszeit je Buchse um 30 Prozent reduzieren, sondern auch die Werkzeugkosten um 55 Prozent senken. Der Verschleiß an der Maschine verringerte sich, die starken Vibrationen sind weg und der höllische Lärm auch.“ Ein weiterer Vorteil: Der Werker an der Maschine kann die WSP beim MILL 4 FEED selbst tauschen, was die Rüstzeit deutlich senkt. „Das ging wegen der Komplexität beim großen Scheibenfräser gar nicht“, sagt Schulz. „War ein Werkzeugwechsel notwendig, übernahm das die Werkzeugausgabe, denn die einzelnen Platten mussten genau eingestellt werden. Die Zeitersparnis ist enorm.“
Doch ganz ohne Schrecksekunde ging das Projekt nicht über die Bühne. „Ursprünglich hatte das Werkzeug eine andere Trennstelle, die sich als nicht so stabil herausstellte, wie wir es gerne gehabt hätten“, erklärt Heid. Die Schraubverbindung des Fräsers löste sich durch die auftretende Wechselbelastung. „ISCAR hat diese Herausforderung hervorragend gemeistert. Sie haben das Werkzeug modifiziert und mit einer Flexfit-Aufnahme ausgestattet“, sagt Greulich. „Jetzt hält der Fräser bombenfest.“ Diese unkomplizierte Zusammenarbeit mit ISCAR ist für Mathias Greulich ein ganz großer Pluspunkt. „Ein kurzer Anruf in Ettlingen genügt, und das benötigte Werkzeug oder die Ersatzteile sind innerhalb 24 Stunden da“, lobt er. „Wenn es ganz dringend ist, geht das auch auf dem kleinen Dienstweg per Kurzmeldung an einen der Außendienstler.“ ISCAR stünde auch immer mit Rat und Unterstützung parat und nähme die Beobachtungen und Anregungen ernst. „Es ist eine Zusammenarbeit auf Augenhöhe, mit regem Austausch“, sagt Greulich. „Trotz oder vielleicht wegen der riesigen und fast schon zu großen Auswahl an unterschiedlichen Werkzeugen bietet ISCAR immer innovative neue Lösungen.“



Über Heidelberg:
International bekannt ist die Heidelberger Druckmaschinen AG für den Bau modernster Druckmaschinen, die als mechatronische Meisterwerke enorme Geschwindigkeiten mit Präzision, Zuverlässigkeit und Langlebigkeit vereinen. Dieses gebündelte Know-how bietet das Unternehmen auch anderen Branchen an. Vom Engineering über den Modell- und Prototypenbau bis hin zur Serie übernimmt Heidelberg Industry auf Wunsch die Produktion. Das Unternehmen liefert die Lösung, die perfekt zu den Kundenanforderungen passt.
