Unkomplizierte Beurteilung der Qualität von 3D-Druckern
Referenzbauteil mit zugehörigem Bewertungssystem ersonnen
Referenzbauteile eignen sich hervorragend zur unkomplizierten Beurteilung der Qualität von 3D-Druckern. Schwierig wird es für den Anwender erst, wenn er die einzelnen Prüfgeometrien der Referenzbauteile objektiv bewerten soll. Denn wie diese zu beurteilen sind, ist nicht klar definiert. Ein Referenzbauteil mit einem zugehörigen Bewertungssystem für das 3D-Druckverfahren »Materialextrusion« soll Abhilfe schaffen.
Die Qualität ihres 3D-Druckers können Anwender schnell und unkompliziert mit einem Referenzbauteil beurteilen. Sie drucken ein Bauteil als Referenz aus und nehmen seine Qualität in Augenschein. Sind die Oberflächen glatt und die Schichten gut miteinander verbunden? Wie sieht die Füllstruktur aus? Wirkt es stabil und wertig? In der Regel erfolgt eine solche Beurteilung ausschließlich qualitativ und rein subjektiv. Ein exaktes Bewertungssystem fehlt, nach dem das Referenzbauteil beurteilt werden könnte.
Wissenschaftler vom Fraunhofer IPA haben deshalb ein Referenzbauteil mit einem zugehörigen Bewertungssystem entwickelt, das eine schnelle, unkomplizierte und objektive Beurteilung der Qualität eines 3D-Druckers erlaubt. Außerdem können Anwender die Qualität des Referenzbauteils bei Bedarf auch quantitativ bewerten, indem sie zum Beispiel prüfen, ob das gefertigte Bauteil die vorgegebenen Maße einhält.
Bewertungssystem mit 17 Prüfgeometrien
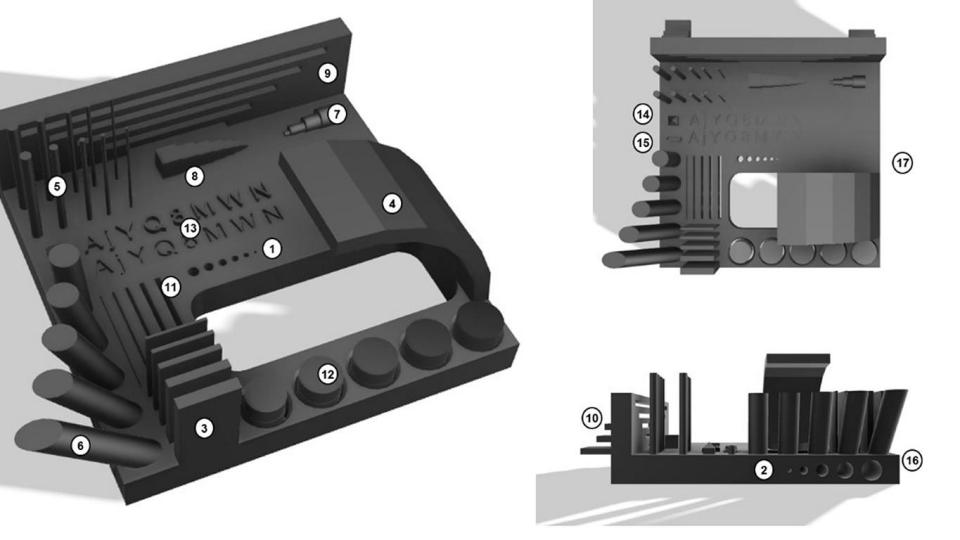
Das Referenzbauteil enthält unterschiedliche nachprüfbare Geometrien, die auf Basis der VDI-Richtlinie 3405 3.2 (Entwurf) entwickelt wurden. Zu diesen sogenannten Prüfgeometrien zählt z. B. der »minimale Neigungswinkel freistehender Wände« oder der »minimale senkrechte Lochdurchmesser«. Insgesamt wurden 17 Prüfgeometrien integriert. Die Grundfläche des Referenzbauteils beträgt 70 x 70 mm².
Entwickelt wurde das Referenzbauteil insbesondere für das 3D-Druckverfahren »Mate rialextrusion«. Bei der Materialextrusion, kurz MEX genannt, wird ein erwärmter Kunststoff durch eine Düse gefördert und schichtweise abgelegt. Die Energie, die durch die Erwärmung in den Kunststoff eingebracht wird, reicht aus, damit dieser nach dem Ablegen mit der darunterliegenden Schicht verschmilzt. Nach dem Abkühlen des Kunststoffes entsteht so eine dauerhafte Verbindung.
Von der schnellen Beurteilung bis zum Vergleich mit dem CAD-Modell
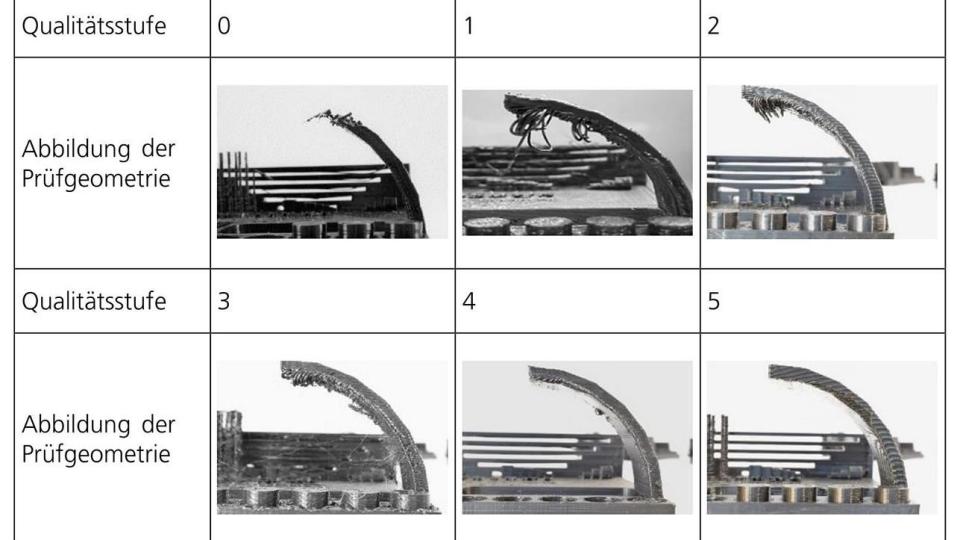
Zur Beurteilung der Qualität ihrer 3D-Drucker müssen Anwender das Referenzbauteil im ersten Schritt mit den vorgegebenen Fertigungsparametern wie z. B. 0,15 mm Schichthöhe und 0,4 mm Düsendurchmesser fertigen. Anschließend können diese die Prüfgeometrien des gefertigten Referenzbauteils mit dem Bewertungssystem abgleichen.
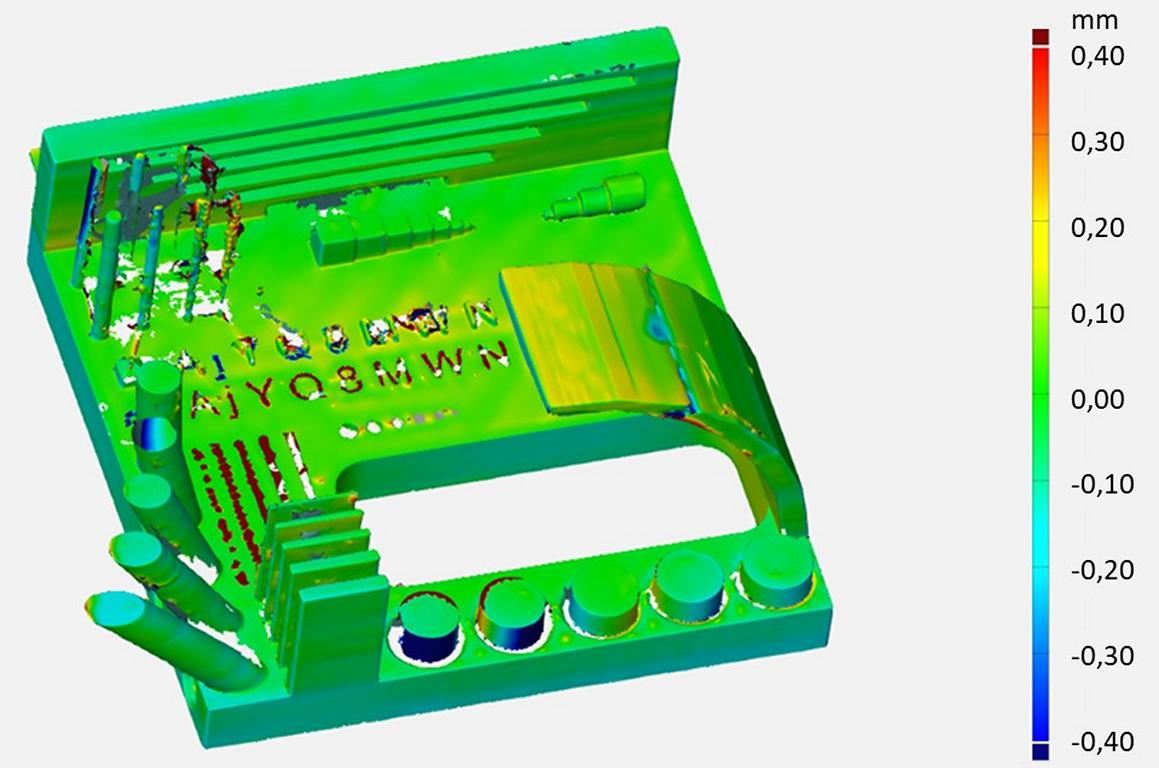
Zu guter Letzt kann der Anwender mithilfe eines 3D-Scanners eine quantitative Abwei chungsanalyse vornehmen. Das gescannte Referenzbauteil wird dabei mit dem originalen CAD-Modell verglichen und so werden die exakten Abweichungen für jede Prüfgeometrie ermittelt. Ebenso kann im letzten Schritt eine quantitative Bewertung des sogenannten »Schwingungstests« erfolgen. Anhand dieser Prüfgeometrie kann bestimmt werden, wie stark sich die Schwingungen (umgangssprachlich: »Ghosting«) des 3D-Druckers auf das 3D-gedruckte Bauteil übertragen. Mit einem entsprechenden Messgerät wird das Wellenprofil dieser Schwingung aufgenommen und exakt vermessen.
Die IPA-Experten wollen die Bewertungsergebnisse künftig sammeln und in eine Datenbank für unterschiedliche Materialen sowie 3D-Drucker überführen.
Wer seine Bewertungsergebnisse mit dem IPA teilen möchte oder laufende Informationen zum Thema Qualitätssicherung im 3D-Druck wünscht, kann gerne der LinkedIn-Gruppe beitreten: https://www.linkedin.com/groups/9090867/
Das Referenzbauteil mit dem zugehörigen Bewertungsschema ist kostenfrei verfügbar: referenzbauteil.produktion-besser-machen.de