Kostengünstig zur vollautomatisierten 6-Seiten-Bearbeitung
Durch zweiachsigen Zusatzdrehtisch lassen sich Kleinteile in einem Zyklus rundum fertigbearbeiten

Der pL LEHMANN-Drehtisch T1-507510.LL sorgt für hochflexible Mehrseitenbearbeitung. Er erlaubt sogar, fünfachsig simultan zu fräsen.
Die Tiroler HS Fertigungstechnik GmbH nutzt ein Fanuc Robodrill Bearbeitungszentrum mit einem ergänzenden Zwei-Achsen-CNC-Drehtisch von pL LEHMANN. So gelingt es dem Unternehmen, Kleinteile aus Aluminium und Kunststoff in einem Arbeitsgang fertig zu bearbeiten. Durch Roboterautomatisierung läuft das BAZ hochproduktiv im 24/7-Betrieb.
HS Fertigungstechnik ist ein Dienstleistungsunternehmen für die Zerspanung von Stählen und NE-Metallen bis hin zu Kunststoffen und Spezialwerkstoffen wie Titan. Geschäftsführer Sylvester Beiler betont: „Wir haben jahrelange Erfahrung und großes Know-how im Drehen, Fräsen und Bohren nahezu aller Materialien. Wir unterstützen unsere Kunden auch hinsichtlich Konstruktion und Engineering, sorgen für Wärme- und Oberflächenbehandlungen, übernehmen auf Wunsch sogar Baugruppenmontagen – kurz, wir sind sehr breit aufgestellt und können ganz flexibel und schnell auf Kundenwünsche reagieren. Das ist unsere große Stärke.“
Um diese Aufgaben zu bewältigen, beschäftigt Beiler 24 erfahrene Mitarbeiterinnen und Mitarbeiter, die in zwei Schichten alle anfallenden Aufgaben erledigen. Für die Zerspanung stehen auf 1200 m2 Produktionsfläche neun Dreh- und sieben Fräsmaschinen zur Verfügung. „Unsere Anlagen sind weitgehend automatisiert“, erklärt Sylvester Beiler. „Für alle Losgrößen, die über Prototypen und Kleinstserien hinausgehen, ist das unverzichtbar.“
HS Fertigungstechnik bedient Kunden aus verschiedensten Branchen von der Fahrzeugtechnik – speziell dem Schienenverkehr – über den allgemeinen Maschinenbau bis hin zur Raumfahrt. „Im Wesentlichen bewegen sich unsere Losgrößen im vierstelligen Bereich“, sagt Beiler. „Selbstverständlich fertigen wir auch Prototypen und Funktionsmuster oder übernehmen Aufträge über 50.000 Stück – solange es sich wirtschaftlich abbilden lässt.“
Ein optimierter Maschinenpark für alle Werkstückgrößen

Mit dem zweiachsigen pL LEHMANN-Drehtisch T1-507510.LL wird die 3-Achs-Fräsmaschine Fanuc Robodrill α-D21MiB5ADV zum kompakten 5-Achs-Bearbeitungszentrum.
Seit neun Jahren ist Sylvester Beiler im 1998 vom Vater gegründeten Betrieb alleiniger Geschäftsführer. Durch die permanente Optimierung seiner Fertigung ist es ihm gelungen, stetig wachsenden Erfolg zu erzielen. Als Beispiel für das effiziente Maschinenequipment nennt er seine drei horizontalen 4-Achs-Bearbeitungszentren mit Palettengröße 500 x 500 mm, die sich für Werkstücke bis maximal ø 800 x 1.030 mm eignen. Er ließ sie mit 2-, 6- und 9-Paletten-Pool ausstatten. „Mit Spanntürmen auf den Paletten können wir je nach Auftrag sehr flexibel agieren und auch automatisierte Nacht- und Wochenendschichten fahren“, so Beiler.
Als Highlight seiner Fertigung schwebte ihm vor drei Jahren ein großes 5-Achs-BAZ vor mit einem 30fach-Palettensystem, das als Universallösung für kleine und große Teile dienen sollte. „Das wäre eine tolle technische Lösung gewesen“, schwärmt der Geschäftsführer und bremst seine eigene Euphorie sofort wieder ein: „Ich habe dann alles nochmals kalkuliert. Für unsere Kleinteilefertigung im Mittelserienbereich hätten sich die Investitionskosten niemals gelohnt. Und solche Aufträge von rund 5000 Stück haben wir häufig. Schon allein die Vorrichtungskosten hätten den vertretbaren Rahmen gesprengt. Wir hätten also die Fertigungsanlage allein mit Großteilen bzw. großen Serien auslasten müssen, was zumindest momentan nicht möglich ist.“
Daher: Kommando zurück. Beiler beschloss, die Investition in das große 5-Achs-BAZ zu kippen und stattdessen nach einer kleineren, einfacheren Lösung zu suchen, die das Auftragsspektrum an Kleinteilen optimal bewältigt. Es entstand die Idee, eine Maschine anzuschaffen mit geringem Platzbedarf und ohne Palettensystem, dafür mit einer Roboterautomatisierung. Also eine Lösung mit niedrigen Vorrichtungskosten, weil pro Auftrag nur eine Aufspannung im Maschinenraum zu realisieren ist. „Die durch den robotergestützten Werkstückwechsel im Maschinenraum anfallenden Stillstandszeiten kompensieren wir – wirtschaftlich betrachtet – durch die automatisierten Abläufe, die der Maschine eine 24-Stunden-Laufzeit ermöglichen“, erklärt Sylvester Beiler.
Auch kleine Bearbeitungszentren können fünfachsig

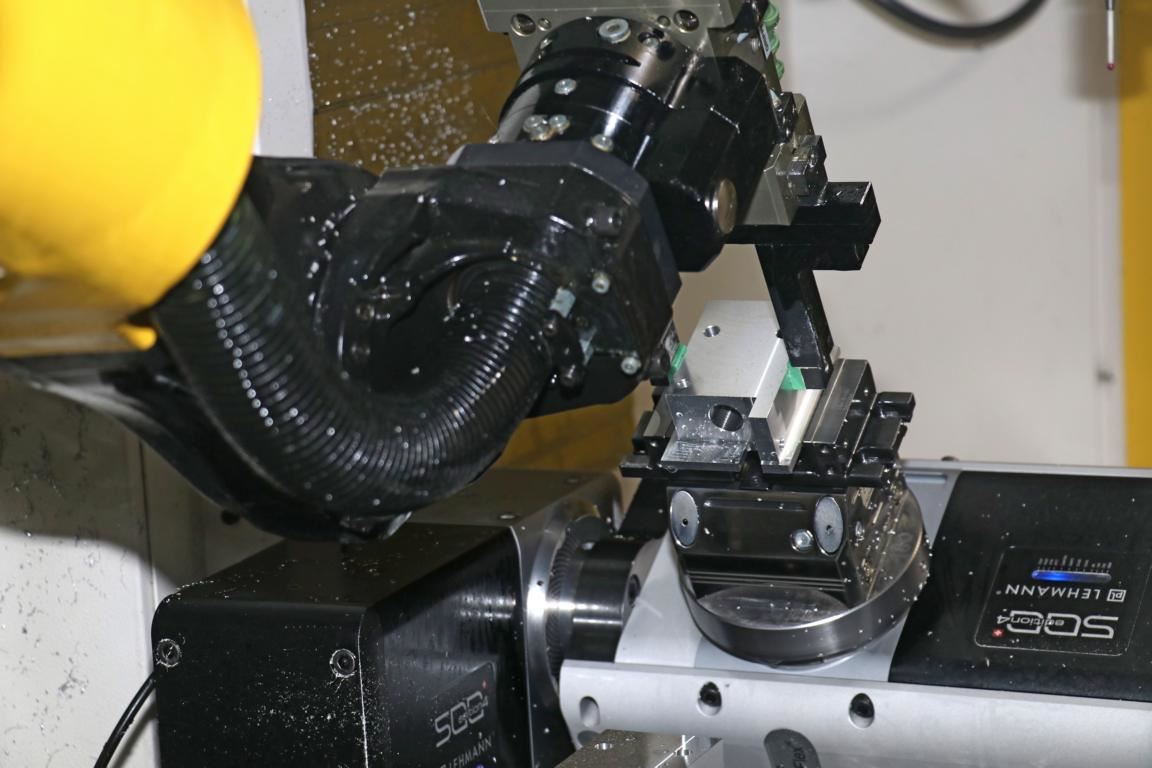
Durch die kompakte Bauweise des pL Drehtisches bleibt im Bearbeitungsraum der Fanuc Robodrill noch genügend Platz für eine zusätzliche Spannvorrichtung zur Rückseitenbearbeitung
Eine Lösung war schnell gefunden und auch in kürzester Zeit umgesetzt. Der zuständige Gebietsverkaufsleiter von pL LEHMANN, dem renommierten Schweizer Hersteller von CNC-Drehtischen, hatte einen Tipp parat: Ein dreiachsiges Vertikal-BAZ, ausgestattet mit einem pL-Drehtisch T1-507510.LL als 4./5. Achse, die wäre für Beilers Zwecke perfekt geeignet. „Eine Überlegung wert“, urteilte der Chef von HS Fertigungstechnik: „Wir haben schon viel Erfahrung mit solchen kleinen Bohr-Fräszentren, und die Fanuc Robodrill ist uns als leistungsfähige, zuverlässige Maschine bekannt. Die Ausstattung mit einem zusätzlichen zweiachsigen pL LEHMANN Drehtisch ermöglicht uns die fünfachsige Komplettbearbeitung – genau das, was wir benötigen.“
Um sicher zu gehen, dass der erste Eindruck auch Bestand hat, holten sich Sylvester Beiler und die Zerspanungsverantwortlichen weitere Erkundungen über Maschinen- und Drehtisch-Alternativen ein. Arno Schnablegger, Leiter des Frästeams, zum Ergebnis: „Die angebotene Fanuc Robodrill Alpha-D21LiB5ADV ist für unsere Kleinteilebearbeitung ideal. Mit einer Tischgröße von 850 x 410 mm und Verfahrwegen von 700 x 400 x 400 mm bietet sie genügend Platz für den Drehtisch und noch einen zusätzlichen Schraubstock. Die Spindel mit ihren 24.000 min-1 ist gerade für unsere Leichtmetall- und Kunststoffbearbeitung perfekt. Durch den schnellen Werkzeugwechsel in 0,7 Sekunden erreichen wir kurze Zykluszeiten, was sich auch bei mittleren Serien auszahlt.“ Sylvester Beiler ergänzt: „Dadurch, dass die Maschine bereits zu Vorführzwecken genutzt wurde, war das Preis-Leistungs-Verhältnis im Vergleich zu Neuprodukten top. Und wir mussten keine Wartezeiten in Kauf nehmen.“
Leistungsdaten passen zur Maschine
Dank Roboter-Automatisierung ist das Fanuc/pL LEHMANN-Bearbeitungszentrum rund um die Uhr im Einsatz.
Die Entscheidung war gefallen. Zumal – passend zur Maschine –bereits der pL LEHMANN Drehtisch T1-507510.LL als 4./5. Achse installiert war. Dies ist ein zweiachsiger, einspindliger Schwenkrundtisch (vierte und fünfte Achse) mit geklemmtem Gegenlager. Er eignet sich für kleine Werkstücke bis zu einem Kubus von etwa 250 mm. Das maximale Klemmmoment der vierten Achse (Teilachse) liegt bei 300 Nm, das der fünften Achse (Schwenkachse) bei 1.100 Nm. Die maximale Spindellast beträgt 79 kg (0… bis 30 Grad) beziehungsweise 53 kg (-30 …-90 Grad). Die Teilgenauigkeit gibt pL LEHMANN mit 20 und 35 Winkelsekunden (vierte und fünfte Achse) bei Standardausführung an. „Mit diesen Leistungsdaten passt der T1-507510.LL sehr gut zu dieser Robodrill und bietet beste Voraussetzungen für eine effiziente 5-Achs-Bearbeitung unserer kleinen Bauteile“, ist Arno Schnablegger überzeugt.
Sylvester Beiler schließt sich dieser Meinung an und ergänzt, dass diese Kombination aus Maschine und pL LEHMANN-Drehtisch sogar fünfachsig simultan bearbeiten kann. Er hat aber im pL LEHMANN-Portfolio noch andere Favoriten ausgemacht: die neuen CNC-Drehtische der Serie 900 DD, die mit Direktantrieben ausgestattet sind. Sie ermöglichen damit sowohl Millturn- (z.B. Wälzschälen) und Grindturn-Applikationen als auch fünfachsige Simultanbearbeitungen wie Turbinenschaufeln oder Impeller. „Für unsere Maschine kam ein solcher Drehtisch leider nicht in Frage. Aber wer weiß, vielleicht ergibt sich zukünftig noch eine andere Lösung, bei der wir einen solchen Drehtisch nutzen können.“
Automatisierung für den 24/7-Betrieb

Der Roboter mit seinem Zweifach-Greifer bestückt und entlädt die Spannvorrichtung auf dem pL-Drehtisch. Zusätzlich übernimmt er Ausricht-, Mess- und Reinigungsaufgaben.
Um das 3+2-Achsen-BAZ effizient für die Mittelserienfertigung einzusetzen, war eine Automatisierung unerlässlich. Dafür engagierte Sylvester Beiler die Cellro GmbH, Brackenheim, die eine vorgeschaltete Zelle mit einem sechsachsigen Fanuc-Roboter entwickelte. „Den Automatisierungsspezialisten ist es gelungen, auf kleinster Fläche so viele Teile unterzubringen, so dass wir für 20 bis 50 Stunden autonomen Betrieb gerüstet sind“, erklärt Arno Schnablegger. Der Roboter entnimmt die Rohteile aus einem Schubladensystem, in das er später die fertigbearbeiteten Bauteile auch wieder ablegt. Ebenfalls sorgt er dafür, dass die Teile exakt ausgerichtet und gemessen bzw. gereinigt werden. Die Bauteilspannung auf dem Drehtisch übernimmt ein pneumatischer Zentrumsspanner von Schunk, für den pL LEHMANN auch die benötigte Adapterplatte liefert.
„Das ganze automatisierte Fertigungssystem funktioniert einwandfrei“, freut sich Schnablegger. Nach seinen bisherigen Erfahrungen sind die Stückzeiten dank der Komplettbearbeitung und des ausgeklügelten Wechselsystems gering geblieben. „Auf unseren anderen vierachsigen Maschinen müssen wir die Teile zumindest einmal umspannen“, erklärt der Frässpezialist. „Auf der Robodrill hingegen können wir durch die beiden pL LEHMANN-Achsen fast alle Werkstücke in einem Arbeitsgang komplett zerspanen.“
Das heißt, zum einen werden fünf Seiten des auf dem Drehtisch gespannten Teils fünfachsig mit allen Taschen, Schrägen und Bohrungen etc. versehen. Zum anderen findet gleich im Anschluss daran die Rückseitenbearbeitung in einer neben dem Drehtisch installierten Spannvorrichtung statt. „Somit fällt die Stillstandszeit während des Werkzeugwechsels nicht so sehr ins Gewicht“, sagt Firmenchef Sylvester Beiler. „Den Verlust macht die Automatisierung locker wett.“ Arno Schnablegger ergänzt: „Durch die Zuverlässigkeit von Maschine, Drehtisch und Automatisierung ist es uns gelungen, dass diese Anlage seit ihrer Inbetriebnahme im Juli 2022 mindestens 16 Stunden lang an sieben Tagen pro Woche arbeitet. In den letzten zwei Wochen war sie täglich sogar über 22 Stunden ununterbrochen in Betrieb.“
Profi in Sachen Drehen, Fräsen und Bohren
Die HS Fertigungstechnik GmbH ist ein Tiroler Unternehmen mit 24 Mitarbeitern und Sitz am Mieminger Plateau. Der stetig wachsende Metallverarbeitungsbetrieb arbeitet seit der Firmengründung im Jahr 1998 erfolgreich in der Lohnbearbeitung. Zum Angebot gehören CNC-Drehen, CNC-Fräsen und Bohren von Metallen, NE-Metallen und Kunststoffen mit höchster Präzision gemäß technischen Vorgaben oder Musterteilen – gegebenenfalls ergänzt durch Oberflächenveredelungen und Korrosionsschutz sowie Montagearbeiten.
CNC-Drehtische in Schweizer Qualität – mit Indoor-Automation
1960 als reiner Lohnfertigungsbetrieb gegründet, entwickelt und produziert pL LEHMANN bereits seit über 40 Jahren CNC-Drehtische. Mit Innovationen und Schweizer Qualität gelang es dem Familienunternehmen aus dem Schweizer Ort Bärau (Emmental), seinen Kunden mit zusätzlichen NC-Achsen Möglichkeiten zu eröffnen, schlanke Bearbeitungslösungen zu entwickeln, die sich durch hohe Produktivität auszeichnen. Zu den Highlights in der Firmengeschichte gehört zweifellos die 2009 entwickelte Baureihe 500, die sich durch ihren modularen Aufbau leistungsstark und flexibel für anspruchsvollste Aufgaben eignet. Mit dem 2014 entwickelten, spielfrei vorgespannten PGD-Getriebe setzte pL LEHMANN einen weiteren Meilenstein. 2017 stellten die Schweizer unter anderem die neue pL-iBox-Generation vor, die ihre Drehtische bereit macht für Industrie 4.0 und die digitalisierte Produktion. 2019 folgte die Vorstellung der Drehtisch-Baureihe Serie 900 DD (Direct Drive) bis mit Drehzahlen von bis zu 5.450 min-1. Als weiteres neues Produkt wurde 2019 erstmals das AM-LOCK-System präsentiert, ein spezielles Nullpunktspannsystem für den 3D-Druck inklusive Vor- und Nachbearbeitung. Seit 2020 folgten weitere Innovationen: Mit Drehtischen für die Messtechnik steigt pL LEHMANN in ein neues Marktsegment ein. Auch im Bereich der Automation gibt es mit der schlanken, platzsparenden Indoor-Automation ROTOMATION eine smarte Lösung.
