Effiziente und zugleich hochpräzise Metallzerspanung
Genauigkeit und beste Optik stehen im Vordergrund

„Mit der Röders-eigenen Steuerung kommen wir bestens zurecht“ Fertigungsleiter Nikolaj Sterzer.
Was sich im Werkzeug- und Formenbau bewährt hat, taugt auch für den Alltagseinsatz im Bereich der allgemeinen Metallzerspanung. Vor allem dann, wenn dabei neben guter Zerspanungsleistung auch noch hohe Genauigkeit sowie hervorragende Optik der Teile gefordert werden. Welches Fräsbearbeitungszentrum sollte man für solche Aufgaben wählen? Ein Erfahrungsbericht von einem Mittelständler, der ständig wechselnde Fertigungsaufgaben bei hohen Qualitätsansprüchen erfüllen muss.
„Zusammen kommen Frau Jahn und ich auf mehr als 26 Praxisjahre im Bereich Glasverarbeitung für die optische Industrie“, sagt Maschbau.-Ing. Oliver Seidel, Geschäftsführer der ShapeFab GmbH & Co. KG in Jena. Der gelernte Zerspanungsmechaniker kennt sich mit den Eigenschaften und Bearbeitungsverfahren von Glas- und Keramikwerkstoffen bestens aus.
Auf Anregung von Fr. Jahn, die schon lange über solche Fragen nachgedacht hatte, entwickelten beide im Laufe der Jahre nach und nach Ideen, wie sich die Bearbeitung spröder Werkstoffe durch den Einsatz moderner, leistungsfähiger Werkzeugmaschinen, wie sie im Bereich der Metallverarbeitung routinemäßig eingesetzt werden, rationeller und effizienter durchführen ließe als mit der herkömmlichen Technologiekette.
Diese besteht aus den Arbeitsgängen Schleifen, Läppen und Polieren, die auf jeweils unterschiedlichen Anlagen und teils sogar in unterschiedlichen Räumlichkeiten durchgeführt werden. Das sei nicht nur zeitraubend, sondern berge auch die Gefahr von Genauigkeitseinbußen aufgrund des mehrfachen Wechsels der Aufspannung. Ihnen habe daher schon länger die Idee vorgeschwebt, alle drei Arbeitsgänge in nur einer Aufspannung auf ein und derselben Werkzeugmaschine durchzuführen.

„Unser Spezialgebiet sind vor allem komplexe und anspruchsvolle Dreh- und Frästeile mit engen Toleranzvorgaben, die in kleinen Stückzahlen benötigt werden“ Heiko Legner.
„Begonnen haben wir 1998 als reine Dienstleister für Konstruktionsaufgaben“, erinnert sich Dipl.-Ing. Heiko Legner, Geschäftsführer der Circle GmbH in Weilmünster (Deutschland). Als selbständige Konstrukteure waren Heiko und Andreas Legner zunächst unterstützend in Entwicklungsabteilungen vor allem der Automobilindustrie tätig.
Im Laufe der Zeit kam von den Kunden dann immer häufiger auch der Wunsch nach der schnellen Herstellung von Mustern auf, die anfänglich von Kooperationspartnern z.B. im Stereolithographie- (STL) oder im Lasersinterverfahren (Selective Laser Sintering, SLS) gefertigt wurden. Im Jahr 2007 wurde dann erstmals eine Fräsmaschine für die Herstellung von Musterteilen, aber auch von Kleinserien aus Metall in Betrieb genommen. Bearbeitet wird überwiegend Aluminium sowie in gewissem Umfang auch Stahl, Edelstahl und Titan. Dieser Spezialservice wurde seitdem immer weiter ausgebaut.
Mittlerweile verfügt das Unternehmen über drei Fräsbearbeitungszentren und vier Drehmaschinen einschließlich eines Dreh-Fräszentrums. Darüber hinaus sind auch Spritzgießmaschinen sowie Anlagen zur Oberflächenveredelung wie Gleitschleifsysteme oder Maschinen für das Strahlen mit Glasperlen oder Nussschalen-Granulat im Einsatz. Der Kundenkreis ist breit gefächert und umfasst neben der Kfz-Industrie auch Hersteller in Bereichen wie Medizintechnik, Luft- und Raumfahrt, Maschinenbau sowie optische Industrie.
Full Service aus einer Hand
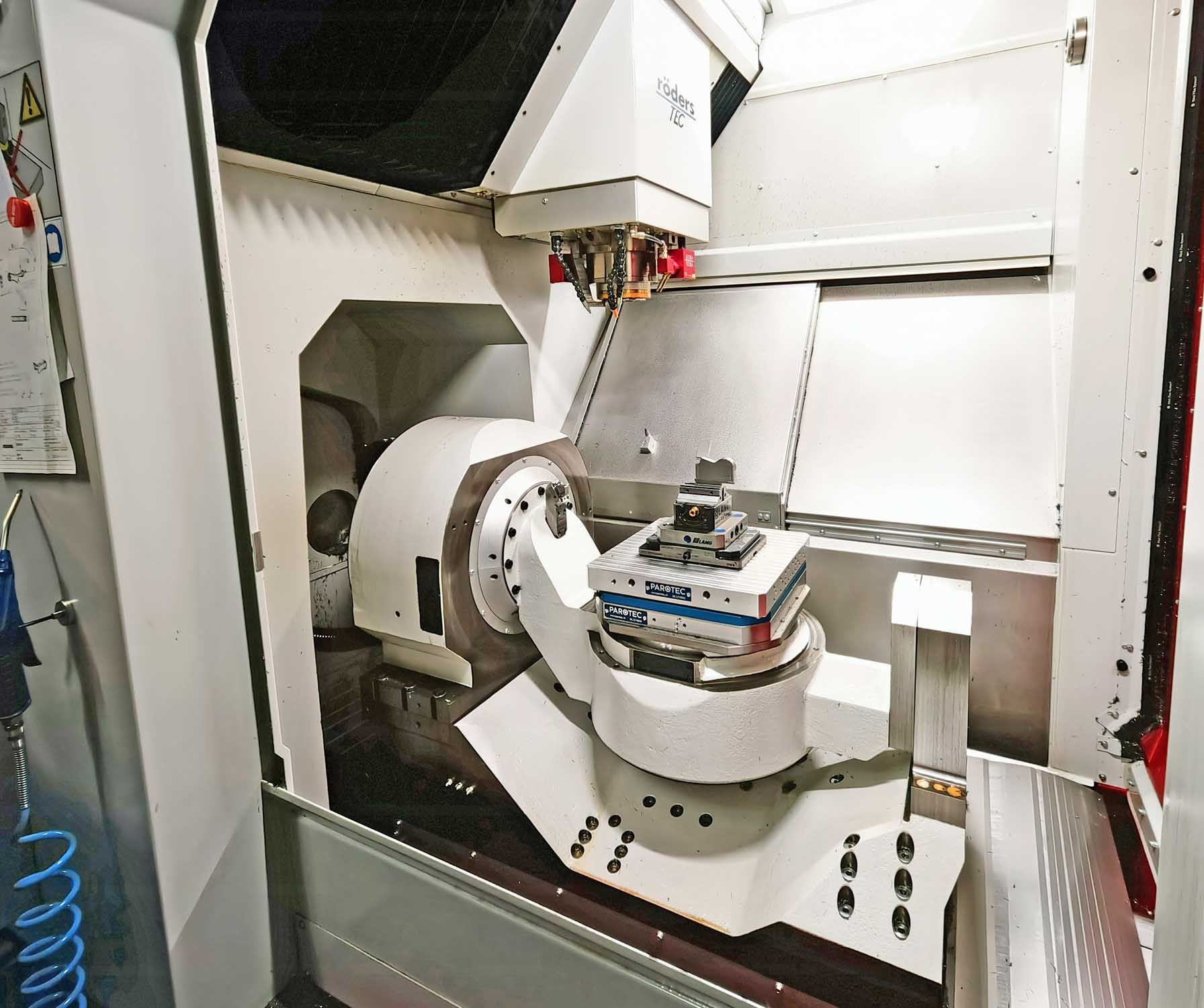
Blick in den Innenraum: Die gewichtskompensierte Z-Achse weist eine längungskompensierte Spindel und ausrichtbare KSS-Sprühdüsen auf. Der Dreh-Schwenktisch hat ein Nullpunktspannsystem.
Partnerschaftliche Produktentwicklung

Gehäuse aus Aluminium für Flugzeug-Leseleuchten: Das gleitgeschliffene, mit Glasperlen gestrahlte 5-Achs-Frästeil darf nach dem Eloxieren keinerlei Bearbeitungsspuren mehr aufweisen.
„Ein wesentlicher Aspekt bei unseren Entwicklungsprojekten ist die partnerschaftliche Zusammenarbeit mit den Konstrukteuren des Kunden“, weiß H. Legner. Hierbei bringen die Circle-Fachleute unter anderem ihr Wissen über die Möglichkeiten und Grenzen der für die Realisierung eingesetzten Produktionsprozesse ein. Eine mithilfe eines CAD-Systems erstellte Zeichnung sei beileibe kein Garant für eine problemlose Herstellung. Für die Produktion auf einer CNC-gesteuerten Maschine brauche es zusätzlich Vorstellungen bezüglich Spannlagen, Zerspanungsstrategien, Werkzeugauswahl sowie darüber, mit welchen Werkzeugen bestimmte Oberflächengüten sicher erreichbar seien. Hier helfe die Zusammenarbeit mit den Circle-Fachleuten bei der Vermeidung suboptimaler Ergebnisse, die häufig technische ebenso wie wirtschaftliche Nachteile bedingten. Die Kundschaft schätze die Vorteile dieses Gesamtpakets aus Beratung, Schnelligkeit der Realisierung und Qualität des gelieferten Produkts.
Oberflächenqualität im Mittelpunkt
„Viele der von uns hergestellten Produkte müssen außergewöhnlich hohe Anforderungen an die Oberflächenqualität erfüllen“, sagt H. Legner. Dies betrifft nicht nur ebene Bereiche sowie Freiformflächen, sondern auch Übergänge nach einem Wechsel des Werkzeugs oder der Spannlage. Als daher im Jahr 2021 die Beschaffung eines weiteren Fräsbearbeitungszentrums anstand, standen diese Kriterien weit oben auf der Liste der Anforderungen. Dabei ging es nicht allein um die optische Qualität der Flächen unmittelbar nach der Bearbeitung: Entscheidend war, dass auch z.B. nach weiteren Oberflächenveredelungen wie Gleitschleifen, Glasperlenstrahlen oder Eloxieren keine Riefen, Absätze oder Bearbeitungsspuren erkennbar sein durften. Mit dem damals vorhandenen Maschinenpark habe man oft genug nach Abschluss der Fräsbearbeitung bis zu drei Tage schleifen bzw. polieren müssen, um für den Kunden akzeptable Ergebnisse sicherzustellen.
Bei der Suche nach einem neuen System habe man sich deshalb zahlreiche Hersteller angesehen. Im ersten Schritt wurde die Zahl der Kandidaten dann auf zunächst 6-7 und schlussendlich auf drei eingeengt, zu denen auch die Fa. Röders aus Soltau gehörte. Diese sollten dann jeweils zwei Musterteile aus Aluminium herstellen, wobei das erste Teil streng nach Circle-Vorgaben zu erstellen war: Das NC-Programm und auch die Werkzeuge wurden exakt vorgegeben, das Material stellte Circle selbst aus eigenen Beständen zur Verfügung. Beim zweiten Werkstück konnte der Maschinenhersteller dann mit eigener Software und selbst gewählten Werkzeugen versuchen, schneller zu sein bzw. ein besseres Ergebnis zu erreichen.
Belastungstest bestanden

Bei diesen eloxierten Aluminium-Sichtteilen für Beatmungsgeräte sind besonders hohe Ansprüche an die maßliche Genauigkeit einzuhalten.
„Nachdem Röders bei diesen Tests das mit Abstand beste Ergebnis bezüglich Oberflächenqualität erzielt hatte, führten wir beim Hersteller zusätzlich noch einen Härtetest durch“, verrät Nikolaj Sterzer, Fertigungsleiter bei Fa. Circle. Dazu sei er selbst nach Soltau gefahren und habe es dabei darauf angelegt, die Anlage durch eine extrem harte Schruppaufgabe mit einem 16er Fräser sozusagen zu vergewaltigen. Die Maschine habe auch diesen Test gut absolviert. Mittlerweile habe Röders diese Aufgabenstellung sogar selbst als Benchmark übernommen. Zudem konnte im Rahmen dieses Tests auch geklärt werden, welche der bei Röders verfügbaren Spindeloptionen für das eigene Anforderungsprofil am besten geeignet war.
Im Rahmen dieses Besuchs wurde auch der bisher bereits positive Eindruck von der Qualifikation und Beratungskompetenz der Röders-Mitarbeiter weiter verstärkt. Auch bei der Installation und der ersten einwöchigen Schulung sowie dem späteren telefonischen Support habe er durchweg sehr gute Erfahrungen gemacht. Als eingefleischter Heidenhain-Anwender habe er feststellen können, dass er mit dem neuen System keine Probleme hatte und dass sich mit diesem viele interessante Möglichkeiten bieten. So lasse sich beispielsweise das Nachtropfen von KSS-Flüssigkeit durch dünne Werkzeuge, das bei der Vermessung störe, durch spezielle Befehle unterbinden. Für die Betreuung aus Soltau vergebe er eine glatte Eins plus. Die Röders-Anlage – eine RXP 601 DSH – ist seit April 2022 im Einsatz.
Leistung, Betreuung und Service sind top
Die Anbindung der Röders-Anlage an die CAD-CAM-Umgebung aus Catia, Solidworks sowie Hypermill klappte auf Anhieb.
„Für uns ist nicht unbedingt die reine Maschinenlaufzeit der Teilefertigung entscheidend, sondern der komplette Prozess inklusive der Nachbearbeitung von hochdekorativen Flächen“, fasst H. Legner zusammen. Beim Einsatz der Röders-Fräse habe er Zeitersparnisse von bis zu 25% feststellen können. Die Oberflächengüte sei bereits nach dem Fräsprozess so gut gewesen, dass die händische Nachbearbeitung deutlich reduziert werden konnte. Am deutlichsten seien die Unterschiede bei kritischen Radienübergängen und 5-Achs Freiformflächen auszumachen gewesen.
Weiterer wesentlicher Faktor sei die Servicequalität des Herstellers gewesen. Für ihn sei eine reaktionsschnelle Problembeseitigung genauso elementar wie die Maschinenleistung bei der Fertigung. Am Ende des Tages nütze ihm die beste Maschine nichts, wenn er Wochen auf Reparaturen warten müsse. Deshalb habe er sich bereits im Vorfeld durch Referenzbesuche bei Firmen mit Röders-Bearbeitungszentren, aber auch bei Kollegenbetrieben im Umfeld umgehört und dabei ein durchwegs positives Feedback erhalten.
Dieser positive Leumund habe sich dann als zutreffend erwiesen, als es nach einiger Zeit zu einem Sensordefekt gekommen sei. Nach der Meldung sei bereits am nächsten Morgen ein Mitarbeiter von Röders erschienen und habe die Maschine wieder zum Laufen gebracht.
Generell sei die komplette Abwicklung von Bestellung, Lieferung und Schulung in der Anfangsphase vorbildlich gewesen. Dies gelte ebenso für die stets kompetente und schnelle Unterstützung über die Hotline, die man gerade in der Anfangsphase des öfteren strapaziert habe. Als nächste Phase stehe in nächster Zeit die Automatisierung der Anlage mit einem Röders-eigenen System an, um so vom bisherigen zweischichtigen Betrieb zum 24-h-Einsatz übergehen zu können.
Die Röders RXP 601 DSH
Die Röders HSC-5-Achs-Fräsmaschine RXP 601 DSH wurde für höchste Genauigkeitsanforderungen bei zugleich hohen Zerspanungsleistungen auch bei bearbeitungsschwierigen Werkstoffen wie Edelstahl oder Titan ausgelegt. Sie verfügt über reibungsfreie Linear-Direktantriebe, die in Kombination mit 32-kHz-Reglern in allen Achsen eine ebenso dynamische wie auch hochpräzise Bearbeitung ermöglichen. Mit dieser hohen Korrekturfrequenz kann eine deutliche Bearbeitungszeitreduktionen bei zugleich optimaler Oberflächengüte erreicht werden.
Wesentliche Voraussetzung hierfür sind hochgenaue optische Maßstäbe in allen Achsen – wenn es um Präzision geht, werden keine Kompromisse gemacht. Die Maschine kann aufgrund ihrer Genauigkeit und Dynamik auch zum Koordinatenschleifen eingesetzt werden. Zusätzlich weist die Z-Achse einen patentierten reibungsfreien Vakuum-Gewichtsausgleich auf.
Zur Gewährleistung höchster thermischer Stabilität verfügt die Anlage über ein ausgeklügeltes Temperaturmanagement. Die Temperatur des Mediums, das alle wesentlichen Anlagenkomponenten durchströmt, wird mit einer Genauigkeit von ± 0,1 K geregelt. Weitere Besonderheit ist eine eigene, auf PC-Technologie basierende Steuerung, deren Funktionalitäten genau auf die spezifischen Aufgabenstellungen HSC-Hochpräzisionsfräsen bzw. Koordinatenschleifen und andere Schleifoperationen zugeschnitten sind. Da Röders die Steuerung auf Basis von Industrie-PC´s und des Windows-Betriebssystems selbst entwickelt hat, sind auf Wunsch jederzeit Updates sowohl der Hardware als auch der Software verfügbar, so dass ein Veralten der Maschinen seitens ihrer Steuerung quasi nicht mehr vorkommen kann.
Circle GmbH
Circle GmbH
Buderusstr. 12
35789 Weilmünster
Tel.: +49 6472 83350-0
E-Mail: info@circle-gmbh.de
