Hochpräzisions-Fräsen härtester Spezialkeramiken
Bauteile mit bisher nicht darstellbaren Geometrien bei höchster Genauigkeit aus gesinterter Keramik herzustellen

BCE Special Ceramics entwickelt und fertigt hochwertige Präzisionsbauteile aus keramischen Werkstoffen.
In nahezu allen technischen Produkten steckt neben Metallen, Kunststoffen und Halbleitern auch ein zunehmender Anteil Industriekeramik. Keramiken zeichnen sich in vielen Einsatzbereichen durch ihre Härte, Beständigkeit gegenüber Hitze und Kälte, Verschleiß oder Korrosionsbeständigkeit aus. Ihre Eigenschaften lassen sich durch geeignete Materialauswahl dem jeweiligen Einsatzzweck in gewissen Grenzen flexibel anpassen. Wegen ihrer hohen Härte konnten sie bisher jedoch fast nur schleiftechnisch bearbeitet werden. Ein Keramikspezialist bearbeitet mittlerweile selbst gesinterte Aluminiumoxid-Keramik mit einer Härte von 1800 HV frästechnisch µm-genau.
„Wir entwickeln hochpräzise Spezialkeramik-Bauteile für den Einsatz in einer Vielzahl anspruchsvoller Aufgaben in Industrie, Forschung oder Medizintechnik“, sagt Dr.-Ing. Torsten Weiß, Geschäftsführer der BCE Special Ceramics GmbH in Mannheim. Das 1986 gegründete Unternehmen liefert kundenspezifische Lösungen aus keramischen Werkstoffen, primär aus Oxidkeramiken wie Aluminiumoxid (Al2O3) und Zirkonoxid (ZrO2) oder aus Mischoxiden wie ATZ (Alumina Toughened Zirconia) bzw. ZTA (Zirconia Toughened Alumina). Fallweise kommen auch Nitrid- oder Carbidwerkstoffe sowie Sondermaterialien zum Einsatz.
Hierbei stützen sich die Entwickler auf ihr umfassendes Werkstoff-Knowhow sowie auf ein breites Sortiment an Verfahren und Anlagen zur Herstellung und Verarbeitung von Keramik. Bei der partnerschaftlichen Findung kundenspezifischer Lösungen steht die Beratung im Vordergrund. Dazu gehört auch die Herstellung von Einzelstücken und Prototypen in relativ kurzer Zeit. Kleine bis mittlere Serien werden ebenfalls hergestellt, die Großserienfertigung dagegen später an entsprechende Spezialisten abgegeben.
Aus losem Keramikpulver…

Spezialist für die Keramik-Zerspanung: Fabian Henning mit „seiner“ fünfachsigen Röders RXP 501 DS.
„Im ersten Schritt wird zunächst die Werkstofffrage geklärt“, ergänzt Dr.-Ing Torsten Prescher, bei BCE Special Ceramics in Personalunion Anwendungsentwickler und Vertriebsleiter. Dabei sind neben den grundlegenden Werkstoffeigenschaften noch weitere Punkte wie gegebenenfalls Materialpaarungen mit weiteren Keramikkomponenten sowie mit artfremden Werkstoffen wie Metall oder Kunststoff zu klären. So wird beispielsweise bei bestimmten Bauteilen, die ionisierender Strahlung ausgesetzt sind, die Leitfähigkeit durch geeignete Zusätze gerade soweit erhöht, dass sich keine statischen Ladungen aufbauen können. In anderen Fällen geht es schlicht um die Findung geeigneter Werkstoffpaarungen für den Einsatz beim Kunden.
Sind diese ersten Fragen geklärt, dann geht es an die Fertigung: Hier wird in allen Fällen bei der BCE ein Pressling hergestellt, an dem weitere Bearbeitungsprozesse durchgeführt werden. Das hierfür verwendete Keramikpulver ist mit wenigen Prozent eines organischen Bindemittels versetzt, so dass die keramischen Partikel nach dem Pressen genügend Festigkeit aufweisen.
…entsteht zunächst ein Grünling…
„Um die zur ersten Bearbeitung erforderliche Festigkeit zu erhalten, wird der Pressling in einer flüssigkeitsdichten Umhüllung unter einem Druck von rund 2.000 bar kaltisostatisch verdichtet“, setzt Dr. Weiß hinzu. Der so entstandene „Grünling“ hat schon eine gewisse Festigkeit, kann aber noch problemlos mechanisch z.B. durch Fräsen, Bohren, Schleifen oder Gewindeschneiden bearbeitet werden. Bei der Bemaßung muss allerdings mit einem erheblichen Übermaß von linear rund 20 % gearbeitet werden, da das Bauteil beim späteren Sinterprozess in allen drei Dimensionen um diesen Betrag schrumpft. Die Beherrschung des Schrumpfverhaltens beim Sintern erfordert sehr viel Sachkenntnis und Erfahrung. Reichen die „as fired“ Abmessungen der gesinterten Keramik nicht aus, sind weitere nachfolgende mechanische Bearbeitung durch Schleifen möglich.
…und schließlich ein hartgesottenes Sinterteil
„Dies hat erheblichen Einfluss auf die Gesamtkosten, denn nach dem Sintern hat das Bauteil die für gebrannte Keramik typische Härte und ist entsprechend schwer zu bearbeiten“, verrät Dr. Weiß. Beim Brennvorgang verbrennt der Binder, während die Keramikkörner zu einer hochdichten Struktur mit nur noch etwa 0,5 % Porenvolumen verbacken. Das Sintern erfolgt bei Temperaturen zwischen 1300 - 1400 °C, bei Aluminiumoxid sogar bis zu 1700 - 2000 °C. Die Bauteile zeichnen sich dann durch hohe Festigkeit und Härte sowie Temperaturbeständigkeit aus, vertragen aber auch Tiefsttemperaturen bis herab zum absoluten Nullpunkt (-273,15 °C) und sind korrosionsbeständig sowie resistent gegen die meisten Chemikalien.
Einer ihrer wesentlichen Vorteile – hohe Härten von bis zu 1800 HV sowie hohe Verschleißbeständigkeit – wirkt sich jedoch sehr nachteilig aus, wenn sie nach dem Sintern genau auf Maß bearbeitet werden müssen. Das ging bisher fast nur durch Schleifverfahren. Hierfür stehen ausgereifte Technologien zur Verfügung. Eine Fräsbearbeitung zur Herstellung komplexer dreidimensionaler Geometrien bzw. Freiformflächen war bisher jedoch mangels geeigneter Maschinen bzw. Werkzeuge kaum möglich. Entsprechend eingeschränkt war man bei der Gestaltung der Werkstückgeometrien. Anderenfalls waren extreme Fertigungskosten zu erwarten.
Röders-Anlagen zur Fräsbearbeitung von Keramik
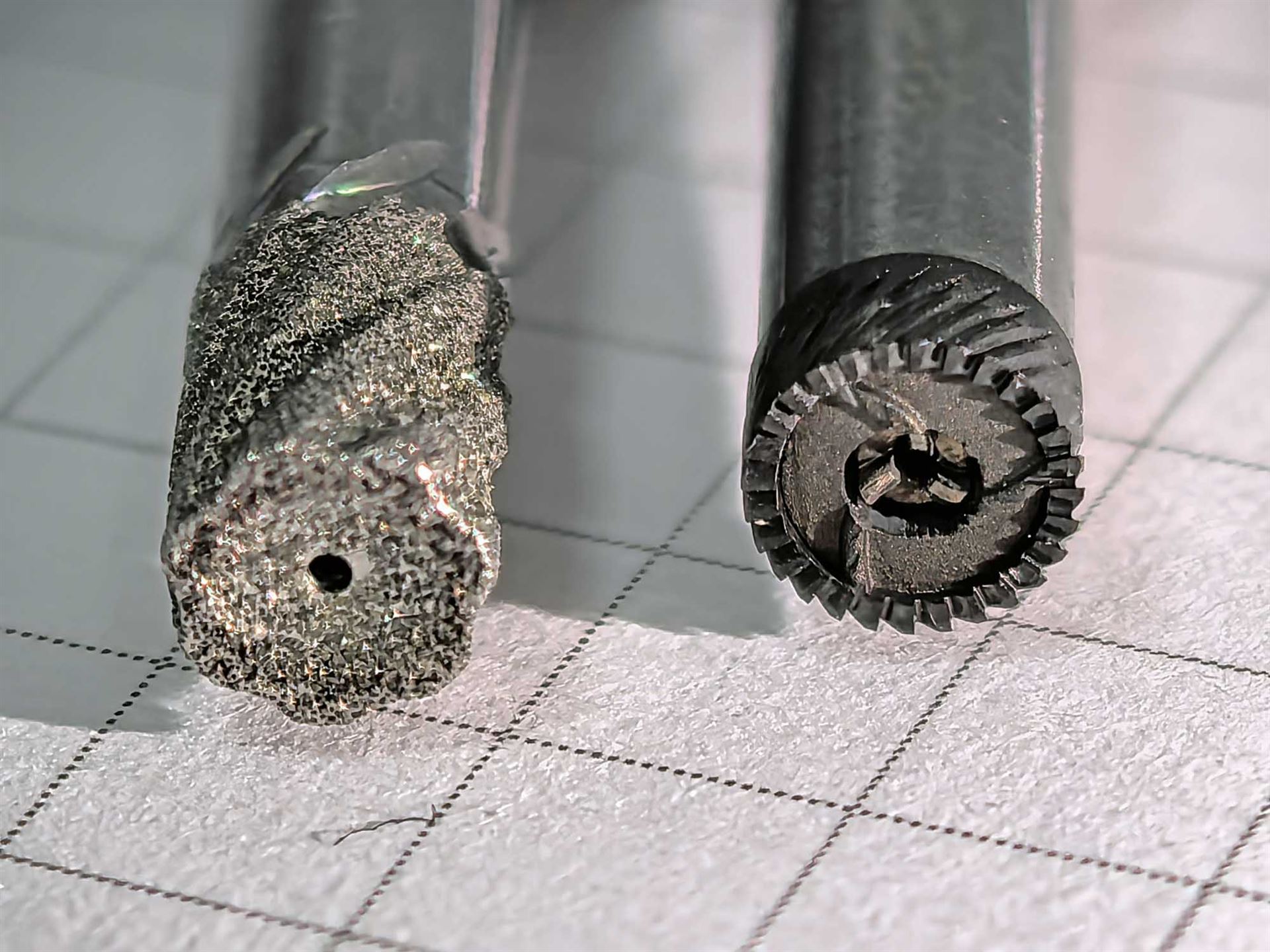
Keramiktaugliche Werkzeuge von Zecha: Links Schleifwerkzeug mit metallgebundenem Diamantkorn, rechts PKD-Fräswerkzeug mit zahlreichen definierten Schneiden.
„Bei der Suche nach geeigneten Technologien zur Schließung dieser Lücke sprachen wir mit uns bekannten Firmen, die bereits Erfahrungen mit der Bearbeitung von Keramik mit Röders-Fräsmaschinen besaßen“, erinnert sich Dr. Prescher. Für die Fräsbearbeitung von Grünlingen wurden bisher Anlagen von Marktbegleitern eingesetzt, doch eigneten sich diese nicht für die hochgenaue fünfachsige Bearbeitung gesinterter Keramik.
Erste Kontakte mit Röders hätten sofort einen positiven Eindruck hinterlassen. Besonders überzeugt habe, dass wesentliche Bestandteile der Technologie einschließlich der Steuerung von Röders selbst entwickelt und mit höchster Präzision verarbeitet werden. Das Ergebnis seien Anlagen, die höchste Konturtreue ermöglichen. Mit ihnen ließen sich beispielsweise Bohrungen mit Rundheiten von 1µm bearbeiten. Zudem seien sie so robust, dass sie den extremen Beanspruchungen bei der Bearbeitung von Keramiken standhielten. Möglich werde dies auch durch die Verwendung verschleißfreier Direktantriebe, robuster Linearführungen und effizienter Abdichtungen, welche das Eindringen des sehr abrasiven Keramikstaubs bzw. der Schleifemulsion wirksam verhindern. Wichtig war, so Dr. Prescher, dass die Maschine vielfältig eingesetzt werden kann und man je nach Bauteil oder Bedienerwunsch festlegen könne, ob man die Steuerung mit CAD/CAM Daten füttert oder schnell auch manuelle Programme erstellt werden können. Schließlich hätten beide Vorgehensweisen ihre spezifischen Vorteile.
Deshalb wurde die Anlage auch mit einer Abrichtspindel, einer Prozessüberwachung per Körperschall sowie den hoch entwickelten Schleifzyklen der Röders-Steuerung ausgestattet. Für die Prozesskühlung und Schmierung wird auf innere Zuführung von Emulsion mit bis zu 80 bar gesetzt, was insbesondere bei der Bearbeitung mit sehr kleinen Werkzeugen unabdingbar ist. Überzeugt habe zudem, dass es Referenzen durch den Einsatz von rund 50 Anlagen gab, die bereits für zahlreiche Aufgabenstellungen bei der Bearbeitung von Keramiken bei unterschiedlichen Anwendern im Einsatz stehen.
Ein weiterer wesentlicher Punkt war angesichts der außerordentlichen Härte der Keramik die Beschaffung geeigneter Werkzeuge. Hier habe man mit Zecha einen Partner gefunden, der nicht nur leistungsfähige Werkzeuge entwickle und herstelle, sondern hierfür auch entsprechende Beratung liefere.
Einfache Bedienung und gute Unterstützung

Fabian Henning: „NC-Programme für das Fräsen oder Schleifen von Bauteilen mit einfacherer 2- oder 2,5-D Geometrie lassen sich mit der Röders-Steuerung erfreulich einfach realisieren“.
