WDF2CNC Bedienung Englische Version
Create CNC program from plotter files
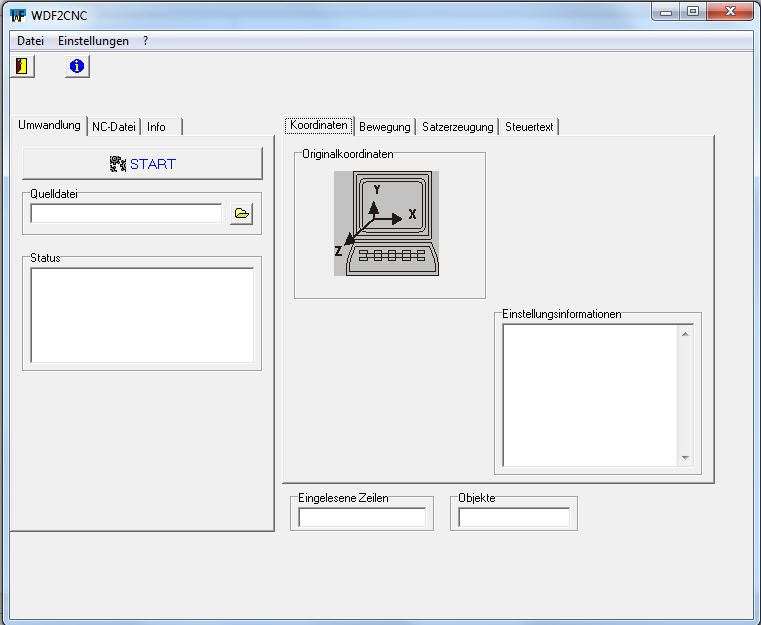
With the WDF2CNC program it is effortlessly possible to create engraving programs for many CNC controls. The operation is very simple and easy to learn.
WDF2CNC is a very compact program that does not have to be installed because it can be started as so-called stickware on any PC with a simple double-click. All you have to do is copy the program to any folder and create a link to it. It can be started by double-clicking on the created icon. Alternatively, the corresponding directory of the stick is opened with the Explorer and the WDF2CNC.EXE file is started with a double-click.
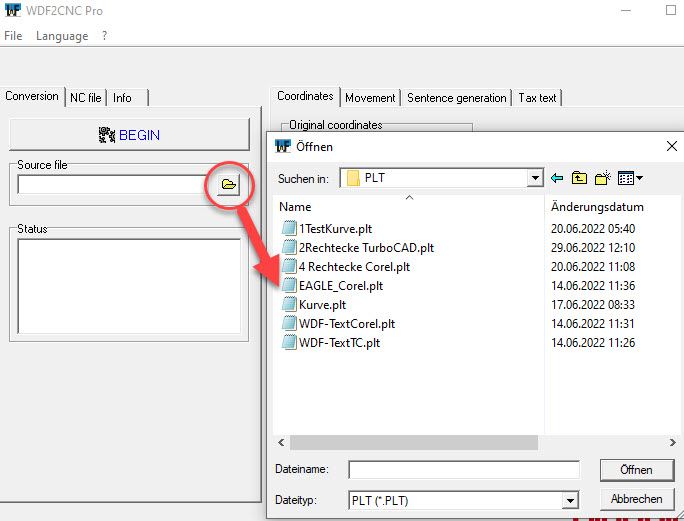
The basis for a CNC engraving program created with WDF2CNC is a plotter file that was created with the "Corel Draw" drawing program. Other programs also create plotter files, but some of these are incompatible with Corel Draw's plotter file, so they cannot be used and are therefore usually rejected by WDF2CNC with an error message.
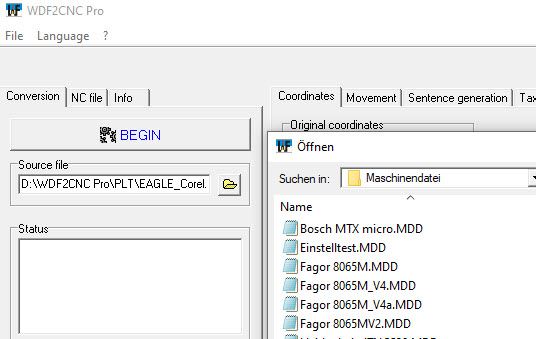
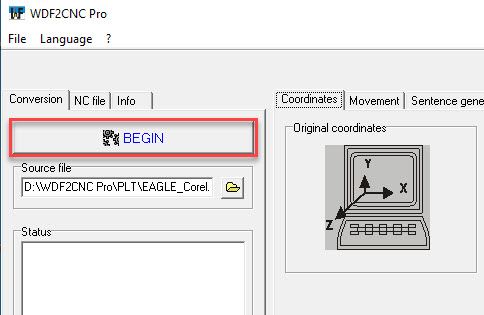
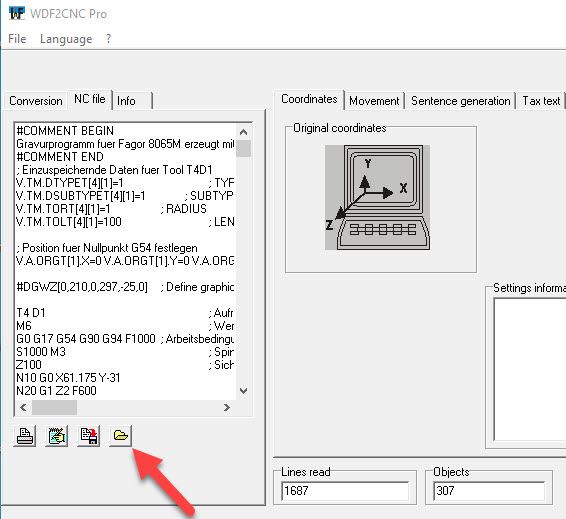
If a Corel Draw plotter file is available, it can be selected in a Windows dialog using the "Open" button.
The generated NC program must of course be checked comprehensively for defects before it is used in real life, because it is quite possible that, for example, finished logos, smileys or images that have been used from the Corel Draw pool are linked and therefore not considered by WDF2CNC individual objects can be recognized. In this case, there is a high probability that areas will be milled over that should actually be traversed with a certain height distance between the milling cutter and the workpiece.
In this case, the objects must first be broken down into their individual components, which, for example, is done as follows for a smiley:


Now the objects of the smiley can be selected individually and WDF2CNC can recognize them. This creates lifting movements that prevent undesired milling movements from destroying the workpiece.
Simulation on the PC
Many controllers have simulators for the PC. For example from Fagor and Siemens. Of course, these can also be used for a simulation before the real part is produced on the real machine.
All that is necessary is knowing where to copy the CNC program to so that it can be read by the simulator. This directory is located in c:\FagorCNC\Users\Prg\ for a Fagor control and in Documents\Siemens808d NC\ for a Sinumerik 808D control.
If the generated NC programs are copied there, the simulators can read them in and simulate them. However, it should be noted that the zero points are set correctly and the engraving tool has a maximum diameter of 1 to 2 millimeters so that the graphic is drawn finely.



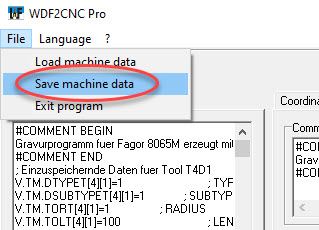
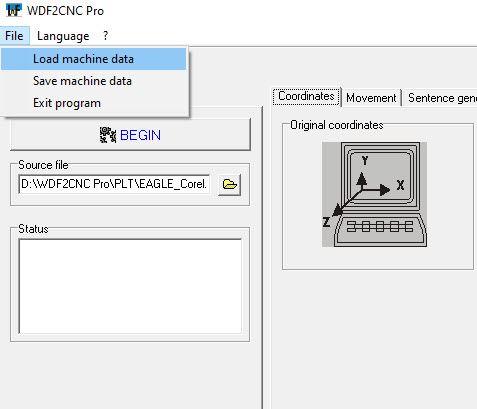
Create your own machine data:
In WDF2CNC it is no problem to create your own machine data for a specific control. All you have to do is enter the appropriate entries in the input fields on the “Movement”, “Record generation” and “Control text” tabs.
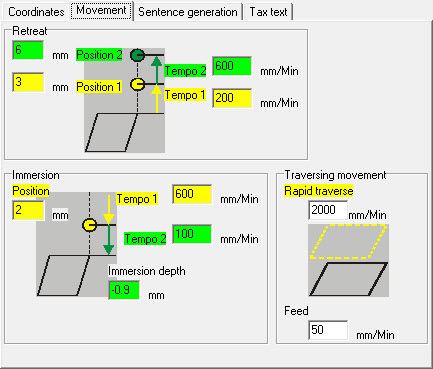
The entries in the "Motion" tab control the lifting and lowering movements of the cutter at the start and end of an object. Under "Position2" in the "Retraction" area, the retraction value to which the milling tool should move and at what speed when it lifts off the object is specified. However, the tool first moves to "position 1", which offers the possibility of lifting the cutter from the workpiece at two different speeds.
The plunging process at the starting point of an object ("Plunging" area) is based on the same logic: First, an infeed movement takes place at high speed (speed 1) to a starting point that is a few millimeters above the workpiece, before the milling tool starts a slower infeed movement moved to the immersion depth at speed 2. This speed must be selected in such a way that the milling tool is not damaged. The default start value may therefore need to be adjusted. This is written to the machine file and is available again later.
In the "Traversing movement" area, the feedrate with which the part is engraved and the rapid traverse speed with which the traversing movement to the next object takes place is defined.
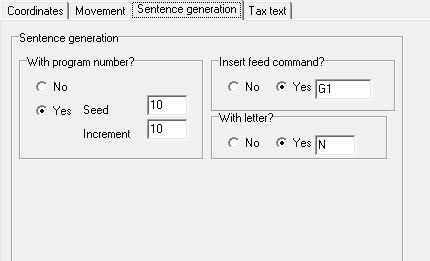
The "Block generation" tab allows you to control how the individual CNC blocks are structured. If all options are set to "No" here, CNC blocks are generated that only contain the pure coordinates. This can be quite useful and sufficient for some controls. As a rule, however, program numbers and feed commands are required, so that the corresponding entries have to be made.
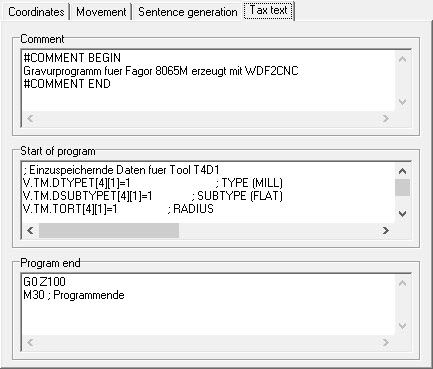
In the "Control text" tab there are three input fields whose content is integrated into the CNC program. The entries "Comment" and "Start of program" are inserted at the beginning and the entries in "End of program" at the end of the generated CNC program. These entries are not only used to control or initialize the CNC control, but also serve as a source of information for the operator, since the control type can be named there and clamping instructions for the part can be given so that the milling cutter does not damage any clamping devices.