Die Bedienung von WDF2CNC
CNC-Programme aus Plotter-Dateien erzeugen
Mit dem Programm "WDF2CNC" ist es mühelos möglich, Gravierprogramme für viele CNC-Steuerungen zu erstellen. Die Bedienung ist sehr einfach und leicht zu erlernen.
Lea este documento en su idioma nativo, español
Read this document in English, your native language
Lire ce document en français, votre langue maternelle
WDF2CNC ist ein sehr kompaktes Programm, das nicht installiert werden muss, da es als sogenannte Stickware an jedem PC durch einen einfachen Doppelklick startbar ist. Dazu ist es lediglich nötig, das Programm in einen beliebigen Ordner zu kopieren und darauf eine Verknüpfung zu erstellen. Per Doppelklick auf das angelegte Icon kann es gestartet werden. Alternativ wird mit dem Explorer das entsprechende Verzeichnis des Sticks geöffnet und die Datei WDF2CNC.EXE per Doppelklick gestartet.
Die Grundlage für ein mit WDF2CNC erstelltes CNC-Gravierprogramm ist eine Plotterdatei, die mit dem Zeichenprogramm „Corel Draw“ erstellt wurde. Andere Programme erstellen zwar auch Plotterdateien, diese sind jedoch teils inkompatibel zur Plotterdatei von Corel Draw aufgebaut, sodass diese nicht verwendet werden können, daher in der Regel von WDF2CNC mit einer Fehlermeldung abgelehnt werden.
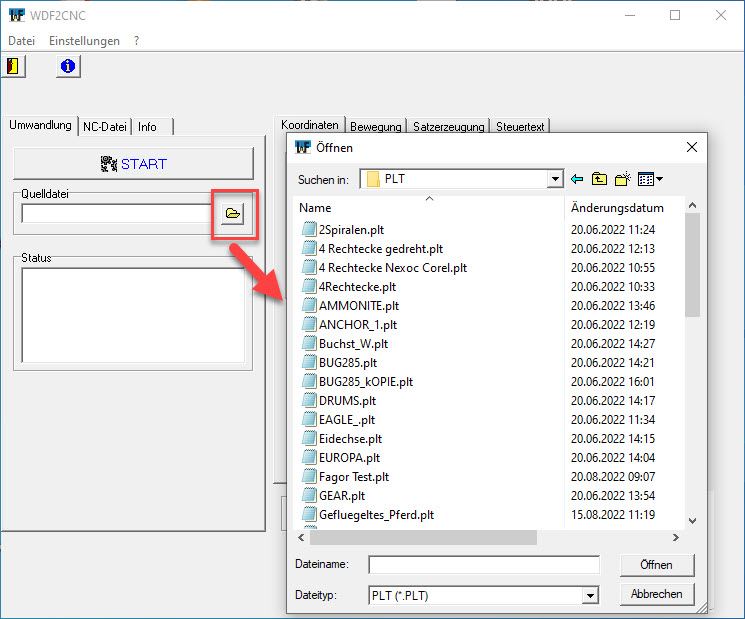
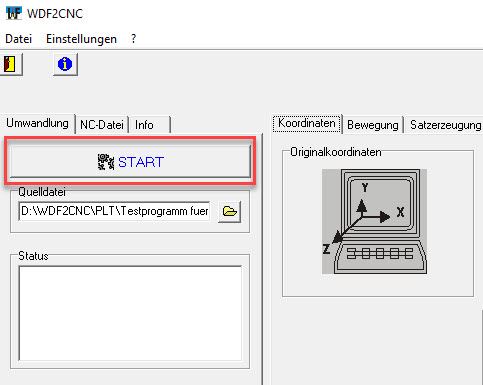
Liegt eine Plotterdatei von Corel Draw vor, so kann diese über den Button „Öffnen“ in einem Windows-Dialog ausgewählt werden.
Das erzeugte NC-Programm ist vor dem realen Einsatz selbstverständlich umfassend auf Mängel zu prüfen, denn es kann durchaus sein, dass beispielsweise fertige Logos, Smileys oder Bilder, die aus dem Fundus von Corel Draw genutzt wurden, verkettet sind, daher von WDF2CNC nicht als einzelne Objekt erkannt werden können. In diesem Fall werden mit großer Wahrscheinlichkeit Bereiche überfräst, die eigentlich mit einem bestimmten Höhenabstand des Fräsers zum Werkstück überfahren werden sollten.
In diesem Fall müssen die Objekte erst in ihre einzelnen Bestandteile zerlegt werden, was beispielsweise bei einem Smiley wie folgt vor sich geht:


Nun lassen sich die Objekte des Smileys einzeln anwählen und kann WDF2CNC diese erkennen. Somit werden Abhebebewegungen erzeugt, die verhindern, dass unerwünschte Fräsbewegungen das Werkstück zerstören.
Simulation am PC
Von vielen Steuerungen gibt es Simulatoren für den PC. So beispielsweise von Fagor und Siemens. Diese können selbstverständlich ebenfalls für eine Simulation genutzt werden, ehe das reale Teil auf der realen Maschine produziert wird.
Alles was dazu nötig ist, ist die Kenntnis, wohin das CNC-Programm zu kopieren ist, damit es vom Simulator eingelesen werden kann. Dieses Verzeichnis befindet sich für eine Fagor-Steuerung in c:\FagorCNC\Users\Prg\ und für eine Sinumerik 808D-Steuerung in Dokumente\Siemens808d NC\.
Werden die erzeugte NC-Programme dorthin kopiert, können die Simulatoren diese einlesen und simulieren. Zu beachten ist allerdings, dass die Nullpunkte korrekt gesetzt sind und das Gravierwerkzeug einen Durchmesser von maximal 1 bis 2 Millimeter besitzt, damit die Grafik fein gezeichnet wird.



Eine eigene Maschinendatei erstellen:
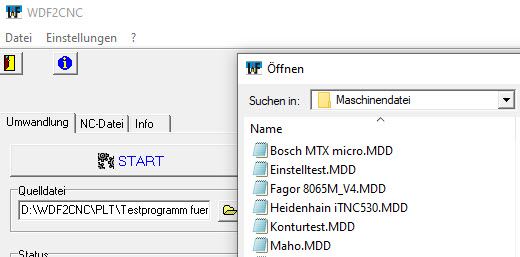
In WDF2CNC ist es kein Problem, eigene Maschinendaten für eine bestimmte Steuerung zu erstellen. Dazu sind lediglich in den Reitern „Bewegung“, „Satzerzeugung“ und „Steuertext“ entsprechende Einträge in den dort vorhandenen Eingabefeldern einzugeben.
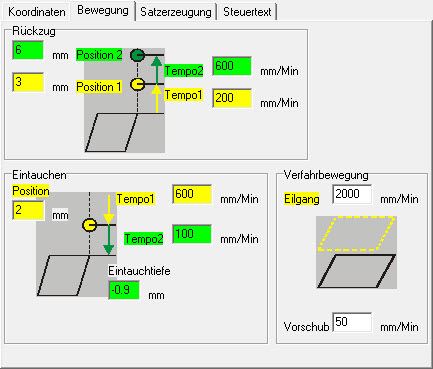
Die Einträge im Reiter „Bewegung“ steuern die Abhebe- und Senkbewegungen des Fräsers beim Start beziehungsweise dem Ende eines Objekts. Unter „Position2“ wird im Bereich „Rückzug“ festgelegt, auf welchen Rückzugswert sich das Fräswerkzeug mit welcher Geschwindigkeit bewegen soll, wenn es vom Objekt abhebt. Doch bewegt sich das Werkzeug zunächst auf „Position 1“, was die Möglichkeit bietet, mit zwei verschiedenen Geschwindigkeiten den Fräser vom Werkstück abzuheben.
Dem Eintauchvorgang am Startpunkt eines Objekts (Bereich „Eintauchen“) liegt die gleiche Logik zugrunde: Zunächst erfolgt eine Zustellbewegung in hohem Tempo (Tempo 1) auf einen Startpunkt, der sich wenige Millimeter über dem Werkstück befindet, ehe sich das Fräswerkzeug in einer langsameren Zustellbewegung mit Tempo 2 auf die Eintauchtiefe bewegt. Dieses Tempo muss so gewählt werden, dass das Fräswerkzeug nicht beschädigt wird. Der vorgegebene Startwert ist daher womöglich anzupassen. Dieser wird in die Maschinendatei geschrieben und steht später wieder zur Verfügung.
Im Bereich „Verfahrbewegung“ wird festgelegt, mit welchem Vorschub das Teil graviert wird und mit welcher Eilgangsgeschwindigkeit die Verfahrbewegung zum nächsten Objekt erfolgt.
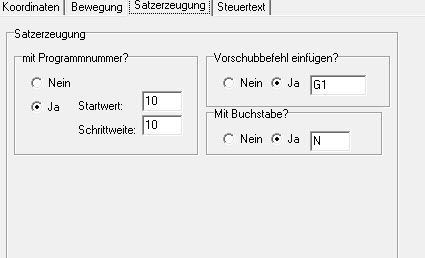
Der Reiter „Satzerzeugung“ ermöglicht eine Steuerung, wie die einzelnen CNC-Sätze aufgebaut werden. Werden hier alle Optionen mit „Nein“ festgelegt, so werden CNC-Sätze erzeugt, die lediglich die reinen Koordinaten enthalten. Dies kann für so manche Steuerung durchaus nützlich und ausreichend sein. In der Regel werden jedoch Programmnummer und Vorschubbefehle gewünscht, sodass entsprechende Eingaben zu tätigen sind.
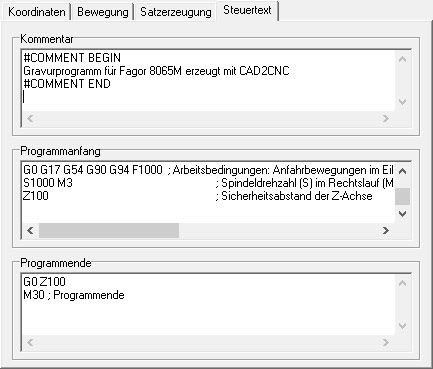
Im Reiter „Steuertext“ sind drei Eingabefelder zu finden, deren Inhalt in das CNC-Programm eingeflochten wird. Dabei werden die Einträge „Kommentar“ und „Programmanfang“ am Anfang und die Einträge in „Programmende“ am Ende des erzeugten CNC-Programms eingefügt. Diese Einträge dienen nicht nur zur Steuerung beziehungsweise Initialisierung der CNC-Steuerung, sondern dienen dem Bediener auch als Informationsquelle, da dort beispielsweise der Steuerungstyp genannt und Einspannhinweise für das Teil gegeben werden können, damit der Fräser keine Spannmittel beschädigt.
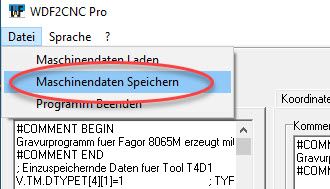
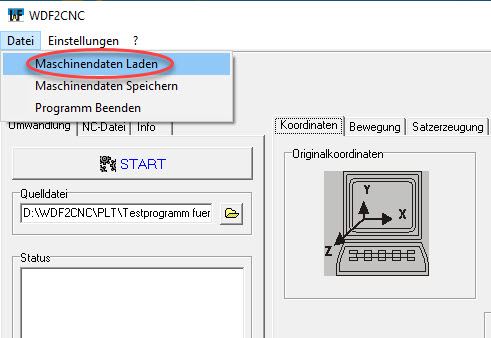
Nachdem alle Eingaben getätigt wurden, müssen die Maschinendaten gesichert werden, damit sie jederzeit wieder zur Verfügung stehen. Dies geschieht über „Datei/Maschinendaten speichern“. Mithilfe des erscheinenden Eingabefensters kann festgelegt werden, wie die Maschinendatei heißen soll und wo sie abgespeichert wird.
